Entendiendo la relación de intensificación en moldeo por inyección
Descubra cómo la relación de intensificación impacta en el moldeo por inyección de plástico.
.jpg;width=70;height=70;mode=crop;format=webp)


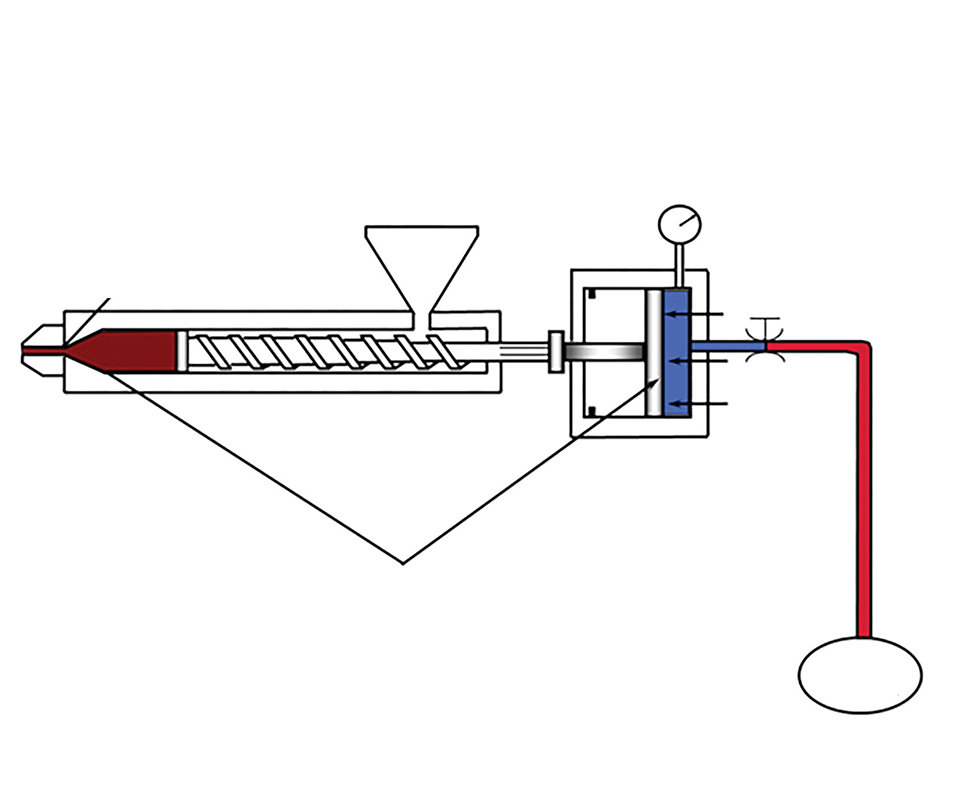
Presión hidráulica vs Presión del material plástico: La relación de intensificación es igual a la relación de las áreas efectivas del pistón hidráulico con la de la válvula check del husillo. Dado que estos valores a menudo no están fácilmente disponibles, la relación de intensificación también es igual a la relación inversa de la presión hidráulica en el cañón (no en la bomba) con relación a la presión del plástico resultante en la boquilla.
Muchos creen que el moldeo por inyección es un arte. Tal vez hay algo de verdad en eso, ya que hay cientos de variables en el proceso y pocas personas que pueden lidiar con todos ellos. Sin embargo, como sugiere el término “moldeo científico”, me dedico a llevar la ciencia al procesamiento.
Una parte importante de esta ciencia es la relación de intensificación de las máquinas hidráulicas. ¿Qué es la relación de intensificación? Es la relación entre el área del pistón de inyección y el área del husillo. Nota: son áreas, no diámetros. Más detalles sobre este tema más adelante, pero algo de historia primero.
Durante mis primeros días de como procesador, juré que ciertos moldes podían leer el nombre de la máquina, y si no les gustaba ellos simplemente no iban a hacer partes aceptables. Si el molde iba a la máquina A, tendría problemas. Si iba a la máquina B, sería un buen día. ¿Por qué? Resulta que la mayoría de las máquinas anteriores fueron hechas con una relación 10:1 del área del pistón hidráulico contra el área del husillo (no el diámetro).
Así que por un tiempo no importaba si se usaba la presión hidráulica (una variable de la máquina) o la presión sobre el material (una variable del material plástico) cuando se movía un molde de una máquina a otra.
Sin embargo, cuando comencé, fue en una época en la que algunos fabricantes de máquinas se dieron cuenta de que resultaba más barato comprar pistones hidráulicos genéricos en lugar de construir un pistón hidráulico a la medida para adaptarse a cada husillo diferente para una relación de 10:1.
Así que con las nuevas máquinas, la relación de intensificación fue diferente para cada tamaño de husillo. Una vez que aprendí sobre la relación de intensificación, regresé al taller y la calculé para las máquinas A y B.
Esto tomo un tiempo, y aún décadas después, es un problema identificar los valores precisos del pistón de inyección.
Resulta que la máquina A tenía una relación de intensificación de 10:1, y en la máquina B era de 14.6:1. El molde necesitaba 1,585 bar (23,000 psi) para llenar. La máquina A tenia solamente 1,380 bar (20,000 psi) – que no eran suficientes. La máquina B tenia 2,014 bar (29,200 psi), algo de sobra.
No fue la ley de Murphy o el arte lo que resolvió mis problemas con la máquina A, fue la física (ciencia). Este fue mi momento “¡ajá!” que resaltó la diferencia entre variables en la máquina y variables en el plástico. Replicar las variables del plástico, no las variables de la máquina, para obtener partes consistentes.
Fue un número penoso de años antes de que la “ciencia” de la relación de intensificación saliera a la luz. Solo desearía que alguien me hubiera dado una pista desde el principio.
Trabajar con las variables del plástico resolverá problemas y hará más comprensible el procesamiento. La presión es una de las variables más importantes en el moldeo. Replicar presiones en el plástico hará piezas idénticas.
Variables en el proceso de moldeo por inyección: un enfoque científico
Las máquinas eléctricas no son un problema, ya que no hay un pistón hidráulico empujando el husillo. Ellas leen la presión del plástico directamente. Básicamente todas las máquinas eléctricas tienen una relación de intensificación de 1:1.
Las máquinas hidráulicas por el contrario, trabajan con energía hidráulica. Los que se dedican a la inyección deben entender que la energía hidráulica se convierte (multiplicada o intensificada) en presión sobre el material plástico (presión sobre el material fundido en la boquilla). La ley de la física involucrada es F = P x A. Es decir, la fuerza (F) es igual a la presión (P) multiplicada por el área (A).
El pistón hidráulico empuja al husillo, y la válvula anti retorno (válvula check) actúa como un émbolo que empuja al plástico a través de la boquilla dentro del molde.
El pistón hidráulico tiene una gran área superficial; usemos 150 cm2 como ejemplo. La válvula anti retorno actúa como un pequeño pistón durante la inyección hacia adelante; utilicemos 15 cm2. Esta relación de grandes a pequeñas aéreas de pistón intensifican o magnifican la presión hidráulica a medida que se convierte en presión sobre el material plástico en la boquilla de inyección. Aquí, la presión hidráulica se intensifica o multiplica por un factor de 10.
Esta es la relación de intensificación de la máquina y explica como varios cientos de psi de presión hidráulica pueden proporcionar una presión de miles de psi de presión en el plástico dentro de la boquilla. Es decir, 800 psi (55 bar) de presión hidráulica, proporcionan aproximadamente 8000 psi (551.7 bar) de presión en el material fundido dentro de la boquilla.
Hoy en día se pueden comprar máquinas con relaciones de intensificación desde 6:1 hasta 43:1. Máquinas hechas a medida pueden incluso tener valores más altos. La mayoría de las máquinas hoy en día no tienen una relación 10:1.
Es la presión sobre el plástico la que empuja el material en el canal, la colada, el punto de inyección y la cavidad del molde, no la presión hidráulica. Este valor de presión sobre el material debe replicarse mientras vas de una máquina a otra con el mismo molde. Si la planta tiene diferentes tamaños o marcas de máquinas, lo más probable es que tengan diferentes relaciones de intensificación.
Es decir, 800 psi (55 bar) de presión de empaque y sostenimiento en una máquina con una relación de intensificación de 10:1 desarrolla 8,000 psi (551.7 bar) de presión sobre el material en la boquilla, pero en otra máquina con relación de intensificación 12.75:1, 800 psi de presión hidráulica desarrollan 10,200 psi (703 bar) de presión de empaque en el plástico en la boquilla. No obtendrá la misma pieza.
Para obtener la misma pieza utilizando el mismo lote o color, etc., debe desarrollar la misma presión en la boquilla de 8,000 psi (551.7 bar). Es decir, utilizar solamente 627 psi (aproximadamente 43 bar) de presión hidráulica de empaque en la segunda máquina.
Pasos prácticos para calcular la relación de intensificación en máquinas hidráulicas
Idealmente, usted debe saber el diámetro del husillo y el diámetro funcional del pistón de inyección para calcular la relación de las áreas. Desafortunadamente, pasará horas buscando el área del pistón hidráulico, y en algunos casos no se encontrará en los manuales de la máquina. Si bien esta es la mejor manera de hacerlo, no resulta muy práctico.
Un método más sencillo es encontrar las especificaciones de la máquina, identificar qué diámetro de husillo tiene la máquina, y de las especificaciones encontrar la presión máxima sobre el material plástico o sobre el material fundido. Los proveedores de máquinas tienen diferentes nombres para la presión sobre el material, tales como “presión de inyección” o “presión especifica”.
Luego vaya a la máquina y encuentre cuál es la máxima presión hidráulica que le permite ajustar para la inyección o primera etapa. No lo tome de las especificaciones de la máquina, ya que pueden incluir la presión de la bomba, que es diferente de la presión en el pistón hidráulico. Una vez que tenga estos dos números puede calcular la relación de intensificación de la máquina con la siguiente fórmula (ver la imagen):
Ri = Máxima presión de inyección (en el plástico) ÷ máxima presión hidráulica para la unidad de inyección.
A partir de las especificaciones de la máquina, encontramos que la máxima presión de inyección o presión sobre el material posible es (por ejemplo) 26,500 psi. Del control de la máquina encontramos que la máxima presión hidráulica que podemos ajustar para el cilindro de inyección es 2,250 psi, por lo tanto:
Ri = 26,500 psi/2250 psi = 11.78:1.
Para calcular la presión del material en la contrapresión durante la rotación del husillo con un ajuste en la máquina de 75 psi hidráulicos, multiplique la presión hidráulica por la relación de intensificación. En este caso:
Contrapresión (en el plástico) = 75 psi x 11.78 = 884 psi
Si transfirió este proceso a una máquina eléctrica, debería ajustar 883 psi como valor para la contrpresión.
Importante: Para el procesamiento de plásticos, trabaje con la presión sobre el material utilizando la relación de intensificación en el caso de máquinas hidráulicas. La presión hidráulica no le dice lo que tiene que saber. La relación de intensificación es y debería estar en su hoja de ajustes.
Los fabricantes de máquinas deben empezar a poner este número críticamente importante en todas sus hojas de especificaciones. No debería perder su tiempo buscando los números para hacer el cálculo.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan, un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con el autor en john@scientificmolding.com o scientificmolding.com








Contenido relacionado

Puntas de boquilla: impacto y selección en moldeo por inyección
Descubra la relevancia de las puntas de boquilla en moldeo por inyección. Aprenda sobre tipos comunes, problemas y técnicas de reemplazo.
Leer Más
Tendencias en el procesamiento y reciclaje de PET
El procesamiento y reciclaje de PET avanzan al mismo ritmo que demanda la sociedad para garantizar la sustentabilidad del material. Descubra nuevas aplicaciones y métodos de reciclaje.
Leer Más
Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.
Leer Más
Parámetros de proceso en moldeo por inyección
Conozca la importancia del primer ensayo de molde y cómo un enfoque científico puede mejorar la calidad del producto.
Leer MásLea a continuación

Cómo especificar una máquina de moldeo por inyección: unidad de inyección
Si planea comprar una inyectora de plásticos esta guía le será de gran utilidad. Este artículo se enfoca en cómo especificar la unidad de inyección.
Leer Más
Clasificaciones de moldes de inyección de plásticos: análisis detallado
Examine los factores que influyen en la durabilidad de los moldes de inyección. Desde la complejidad del diseño hasta la selección de materiales, aprenda cómo optimizar la vida útil de los moldes.
Leer Más