Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.





Estas son algunas de las herramientas y materiales necesarios para la limpieza del husillo y del cilindro.
En los cambios de producción de extrusión y moldeo por inyección, los procesadores buscan minimizar el tiempo de parada y los desperdicios de material, a la vez que aseguran que la próxima corrida de producto está libre de la contaminación de la corrida anterior. Retirar o halar el tornillo fuera de la máquina puede ser una alternativa costo-eficiente.
Siguiendo el método de limpieza total descrito aquí, es posible eliminar los contaminantes del sistema en solo una o dos horas, evitando daños a los componentes de plastificación que tienen precisión de ingeniería.



Aunque el método de limpieza total puede no ser rentable o incluso práctico en el caso de equipos grandes de extrusión, moldeo por soplado o equipo de moldeo por inyección (donde los compuestos de purga comerciales pueden ser una mejor opción), para máquinas con diámetros de husillo de menos de 100 mm (4 pulg.) es una tarea bastante fácil sacar el tornillo del barril para acceder directamente a las superficies que se deben limpiar.
Errores comunes en el mantenimiento de husillos
En primer lugar, esto es lo que no debe hacer: Es muy común que los departamentos de mantenimiento usen un soplete de acetileno como parte del procedimiento de limpieza del tornillo. Esto es un gran error. Los husillos de plastificación se fabrican con gran precisión. La mayoría de las tolerancias en el tornillo son de ± 0,001 pulg. (0,025 mm).
Los husillos son rectos a aproximadamente 0,004 pulg. (0,1 mm) y tienen un acabado muy pulido. El uso de un soplete no sólo afectará estas tolerancias estrechamente mecanizadas, sino que puede destruir las propiedades metalúrgicas del metal base.
La limpieza final de los conductos de los husillos y de los filetes externos devuelve el tornillo a su estado inicial.
La mayoría de los tornillos construidos para extrusión están hechos de acero 4140 templado y endurecido. Cuando el calor aislado de un soplete de acetileno se utiliza para eliminar plástico de la raíz del husillo, el metal se expande y puede ocasionar desviaciones. Una vez que el tornillo se enfría, es poco probable que quede tan recto como estaba al principio.
Y si el acero se calienta hasta un punto en que la zona aislada se torne de color azul permanente, habrá cambios metalúrgicos en el metal base. En algunas ocasiones puede inclusive provocar una delaminación del metal de base, con una gran parte de acero separándose del cuerpo principal del husillo.
Por su parte, la mayoría de los husillos para moldeo por inyección están fabricados con el mismo acero de los herramentales, de modo que sean capaces de soportar el desgaste por abrasión con las resinas que se procesan.
El metal de base de este tipo de husillo ha sido tratado térmicamente para aumentar la dureza. Si el calor aislado de un soplete de acetileno se utiliza para eliminar el plástico de la raíz del tornillo, puede templar el metal de base y reducir la resistencia al desgaste en esa zona del tornillo.
Herramientas y métodos para la limpieza del tornillo

La limpieza de tornillo comienza empujando el tornillo hacia delante hasta que las primeras cuatro o cinco vueltas están expuestas.
El primer paso para la limpieza del sistema de plastificación es purgar el husillo. Comience cerrando el flujo de la resina que se está procesando, por lo general mediante el cierre de la puerta de corredera en la parte inferior de la tolva de resina.
A continuación, reduzca la velocidad de rotación del tornillo a aproximadamente 15 a 25 rpm y deje operar a esta velocidad hasta que el polímero deje de fluir desde el extremo del dado de extrusión o fuera de la boquilla de inyección.
Todas las zonas del cilindro se deben ajustar para alcanzar la temperatura de fusión recomendada para la resina que se utiliza. La máquina necesita alcanzar esta temperatura antes de proceder con el proceso de purga. Un HDPE con fluidez fraccionaria (0,35 MI) generalmente es una buena opción para su uso como un compuesto de purga. El tamaño del tornillo determinará la cantidad de resina necesaria para la purga el sistema.
Por ejemplo, en un tornillo de 2 pulgadas (50 mm) de diámetro, la cantidad necesaria sería de alrededor de 10 libras (5 kg); mientras que un tornillo de 3,5 pulgadas (90 mm) puede requerir 33 libras (15 kg) de material de purga.
Dependiendo del tipo de proceso de extrusión, puede ser necesario remover el dado o cabezal para reducir el exceso de presión sobre el extremo de la extrusora. Es por esto que es muy importante que durante la purga se tenga extrema precaución y utilizar dos operadores para realizar esta parte del proceso. Un operador debe estar en el panel de control para observar la velocidad del tornillo y carga del motor para garantizar que la unidad no se sature.
El segundo operador necesita observar el indicador de presión de descarga para asegurarse de que el sistema no tenga exceso de presión. Al mismo tiempo, el tornillo debe estar girando a alrededor de 15 a 20 rpm.
Si el dado debe permanecer en la extrusora, el proceso de purga debe continuar hasta que se lleve a cabo la transición completa de la resina de proceso a la resina de purga.
El primer paso en la limpieza del barril es envolver gasa de cobre alrededor del diámetro exterior de un cepillo de alambre redondo, en el extremo de una varilla de extensión.
Una vez que el dado ha sido completamente purgado, la rotación del tornillo se puede detener de manera que el dado de la extrusora o la tapa del extremo en la máquina de inyección se pueda quitar y el extremo del tornillo pueda quedar expuesto. Con el dado o la tapa de extremo retirados, el tornillo se puede reiniciar girando a aproximadamente 10 rpm para permitir que la resina de purga restante se bombee con el tornillo.
Para evitar daños a los componentes, no debe utilizar destornilladores de acero, raspadores, o palancas para limpiar husillo y barriles. Las herramientas y los materiales de limpieza adecuados necesarios (ver Fig. 1) son pocos y sencillos:
- Guantes para trabajar con altas temperaturas
- Espátula de latón
- Gasa de latón
- Cepillo de alambre, con diámetro cercano al del barril, montado en una varilla larga
- Ácido esteárico en escamas
- Taladro eléctrico
- Varios trapos de algodón
Limpiando el tornillo de forma eficiente
Una vez que la resina ha dejado de extruirse, el tornillo debe ser retirado de la máquina. Para una extrusora que utiliza tornillo con refrigeración, la unión giratoria y el sifón de ensamblaje y mangueras deben ser retirados. A continuación, utilice el mecanismo extractor de husillo unido a la caja de cambios de la extrusora para empujar el tornillo hacia delante en el barril.
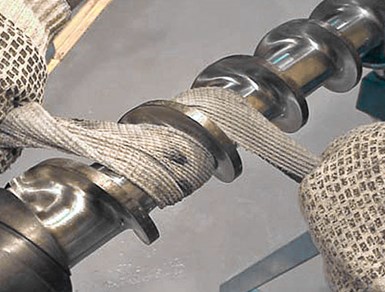
Empuje el tornillo hasta que alrededor de cuatro o cinco vueltas están expuestas para la limpieza (Fig. 2). Utilice el cepillo de latón y alambre de latón (Fig. 3) para limpiar y quitar la resina de purga de los conductos de los husillos. A continuación, exponer otras cuatro o cinco vueltas y continuar el proceso de limpieza.

Use un cepillo de alambre de latón para limpiar y quitar las resinas de purga de los conductos de los husillos.
Después de que grandes cantidades de resina de purga se han eliminado con la espátula de bronce y el cepillo de alambre, el ácido esteárico debería espolvorearse sobre la raíz del tornillo caliente, y la gasa de latón debe ser utilizada para eliminar los residuos de resina de purga restante.
Una vez que todo el tornillo se ha pulido con una gasa de latón, utilice un trapo de algodón suave para una limpieza final. Los canales de los husillos (Fig. 4) y el filete del diámetro exterior se pueden limpiar hasta su estado original para garantizar que no hay contaminación en la siguiente corrida.
Ahora el tornillo se dejar a un lado hasta que el barril haya sido limpiado, o se puede colocar en el estante del tornillo hasta que se necesite para un posterior ciclo de producción. Si el tornillo se coloca en el estante de almacenamiento, se debe rociar y limpiar con un aceite ligero para prevenir la oxidación.
Es útil observar que el cromado no sólo ayuda a prevenir que el plástico se acumule en la raíz del tornillo y mejorar la alimentación del plástico, sino que también protege el tornillo cuando se almacena entre lotes de producción.
Proceso de limpieza del barril
El barril o cilindro es mucho más fácil de limpiar que el tornillo, pero igual de importante. Con las temperaturas del barril todavía fijas en las temperaturas de purga, el barril está listo para su limpieza.
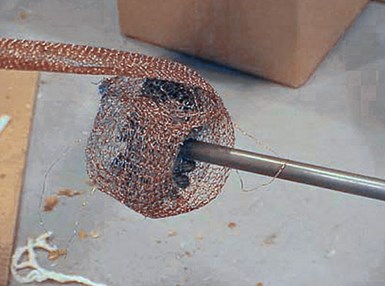
El primer paso es montar el cepillo redondo de alambre, una varilla de extensión larga, y un taladro eléctrico (Fig. 5). A continuación, la gasa de cobre debe ser envuelta alrededor del diámetro exterior del cepillo de alambre. Antes de insertar el conjunto de cepillo / gasa en el centro del barril, un puñado de ácido esteárico puede ser lanzado en el centro. El ácido esteárico también puede ser rociado sobre la gasa de cobre.
Una vez que el conjunto de cepillo / gasa ha sido insertado en el centro del barril (Fig. 6), el taladro eléctrico se utiliza para girar el conjunto hasta que se mueva fácilmente a través del orificio. Puede ser necesario el uso de ácido esteárico adicional antes de que el proceso de limpieza se complete.

El conjunto de cepillo / gasa se introduce en el centro del barril. A continuación, un taladro eléctrico se utiliza para girar el conjunto hasta que se mueva fácilmente a través del orificio.
Después de retirar el conjunto de cepillo / gasa desde el centro del cañón, empujar un envoltorio de trapos de algodón de ida y vuelta a lo largo de la longitud del centro del barril para remover la resina de purga y los residuos de ácido esteárico. Después de que los trapos se han pasado adelante y atrás varias veces hasta que vuelven totalmente limpios, el proceso de limpieza del barril se ha completado.
Este método de purga y limpieza del sistema de plastificación está diseñado para acelerar el cambio de colores o de materiales, regresando los componentes a su condición original. En muchos casos puede proporcionar una alternativa económica al uso de compuestos de purga comerciales. Al mismo tiempo, el método descrito aquí evita el daño a los husillos y barriles que pueden ser causados por ciertas prácticas de mantenimiento muy comunes.








Contenido relacionado

Extrusión: solucione el flujo desigual o surging en husillos de dos etapas
Explore las causas de la inestabilidad en husillos de dos etapas y descubra soluciones prácticas para garantizar un funcionamiento óptimo en extrusión de plásticos.
Leer Más
Extrusión de película: claves para entender materiales y equipos usados
Explore la optimización en extrusión de películas, abarcando desde el control de calidad hasta la adaptabilidad de materiales y diseños de equipo para diversos usos.
Leer Más
Mantenimiento para extrusión de película plana: cómo limpiar dados
Descubra el procedimiento óptimo para el mantenimiento de dados de extrusión de película plana. Proteja su inversión y garantice la calidad del producto final.
Leer MásSoluciones para el desgaste en tornillos de extrusión
Aprenda las mejores prácticas para mejorar la calidad de la extrusión y prevenir el desgaste del tornillo.
Leer MásLea a continuación

Soluciones para el desgaste de husillos en extrusión
Descubra las soluciones efectivas para combatir el acuñamiento y la desalineación en husillos, y mejorar el rendimiento de su máquina extrusora.
Leer Más
Solución de problemas en la fabricación de compuestos
Examine las diferencias entre problemas crónicos y transitorios en la fabricación de compuestos, y cómo diagnosticar y solucionarlos de manera efectiva.
Leer Más
Señales que indican desgaste del husillo
Determinar la causa del desgaste es el primer paso para eliminarlo.
Leer Más