Soluciones para el desgaste de husillos en extrusión
Descubra las soluciones efectivas para combatir el acuñamiento y la desalineación en husillos, y mejorar el rendimiento de su máquina extrusora.
.jpg;width=70;height=70;mode=crop;format=webp)



Dos de las causas más catastróficas del desgaste de los filetes o aletas en los husillos simples son el acuñamiento y la desalineación. A menudo los confundimos entre sí al inspeccionar el husillo. Aquí mostramos cómo diagnosticar correctamente el problema.
Diagnóstico de desgaste en husillos simples: claves para identificar el problema
El acuñamiento resulta de una fusión inadecuada, que hace que una sección corta del canal del husillo se llene completamente de manera intermitente con el polímero sin fundir. Esto crea una presión radial desequilibrada que fuerza el husillo agresivamente contra el cilindro en la dirección opuesta. Esto ocurre casi exclusivamente en el área de compresión del husillo, donde se reduce el volumen del canal.



El desgaste que resulta del curvado o desalineación puede ocurrir en cualquier lugar del husillo y es causado por el curvado del husillo al realizar la rotación para adaptarse al diámetro del cilindro. Recuerde que los cilindros suelen ser muchas veces más fuertes que el husillo gracias a su mayor momento de inercia, por lo que el husillo se curva para adaptarse a él.
El acuñamiento y la desalineación crean diferentes fuerzas y patrones de desgaste en el husillo. Estos deberían proporcionar algunas pistas sobre lo que está causando el desgaste, ya que el husillo se verá diferente, dependiendo de si el responsable es el acuñamiento o la desalineación. En ambos casos, el husillo mostrará desgaste por fricción.
Diferencias clave entre acuñamiento y desalineación en husillos
El desgaste por fricción es "una forma de desgaste causada por la adhesión en el desplazamiento de las superficies. Cuando un material se desgasta por frotamiento, algo de él se queda en la superficie de contacto, especialmente si hay una gran cantidad de fuerza de compresión en las superficies juntas.
El desgaste por frotamiento es causado por una combinación de fricción y adhesión entre las superficies, seguido por el deslizamiento y ruptura de la estructura cristalina bajo la superficie. Esto generalmente dejará algún material pegado o incluso soldado por fricción a la superficie adyacente, mientras que en el material desgastado por frotamiento pueden aparecer como surcos u hoyos con restos de material adherido a la superficie”. (Wikipedia.com).
Cuando se produce el acuñamiento o la desalineación del husillo, las altas fuerzas compresivas en el filete extraen el polímero que normalmente lubrica las dos superficies.
Soluciones efectivas para el desgaste por acuñamiento en husillos
El acuñamiento crea una fricción por deslizamiento localizada con una fuerza normal muy alta. Esta fuerza puede persistir durante al menos una revolución parcial hasta que la cuña se divide por fusión y/o presión, dependiendo de las condiciones del acuñamiento.
Debido a que el filete tiene un ángulo a la dirección circunferencial de la fricción deslizante, se arrastra parte del material del filete de la parte posterior o final del filete.
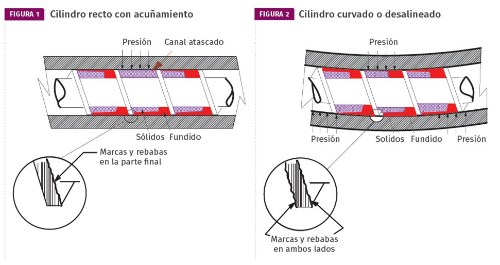
El Acuñamiento provoca una rebaba en la parte final del flete. (Fig 1)
La desalineación produce una rebaba en la parte final y en los bordes del filete (Fig. 2) debido a los fuertes efectos de fricción.
Si en la inspección ve filetes machacados, probablemente la razón es un cilindro desalineado. Un husillo que se ha ajustado al barril curvado experimenta una mayor fuerza de compresión directa y opuesta en sus filetes, dependiendo del grado de desalineación.
Esa fuerza tiende a aplastar el filete cuando el husillo se ve obligado a ajustarse a esencialmente un diámetro reducido causado por la desalineación. La fuerza aplastante —cuando se combina con la misma fuerza friccional alta como en el acuñamiento— causa un desgaste muy rápido.
Mientras que el acuñamiento provoca "rebabas" en el parte final del filete (ver Fig. 1), la desalineación produce rebabas en la parte final y en la parte inicial de los filetes debido a los efectos de trituración y fricción (Fig. 2).
En cualquier caso, el material de filete está siendo desplazado por el flujo del metal debido a la presión y/o adherencia entre el filete del husillo y la pared del cilindro. La mejor opción de material para los filetes del husillo se determina generalmente por una combinación de su tendencia a resistir el desgaste por frotamiento bajo altas cargas y su dureza.
Aunque el acuñamiento y la desalineación causan desgaste rápido, la desalineación es a menudo más catastrófica debido a los efectos combinados de desgaste adhesivo y devastador. En cientos de inspecciones de husillo las rebabas evidentes han sido útiles para determinar la causa del desgaste y la solución. No es inusual tener los dos tipos de desgaste en diferentes partes del husillo.
Como se señaló, el acuñamiento se produce casi exclusivamente en la sección de compresión del husillo o en mezcladoras altamente restrictivas que se atascan con material no fundido. Por otro lado, la desalineación puede ocurrir en cualquier lugar a lo largo del husillo.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Extrusión de película: claves para entender materiales y equipos usados
Explore la optimización en extrusión de películas, abarcando desde el control de calidad hasta la adaptabilidad de materiales y diseños de equipo para diversos usos.
Leer Más
Extrusión de plásticos: entienda la viscosidad y temperatura de fusión
Comprenda cómo la viscosidad y la temperatura influyen en la extrusión de plásticos y su relación con las curvas de velocidad de cizallamiento.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Extrusión: viscosidad en polímeros no newtonianos
Explore cómo la viscosidad, cizallamiento y temperatura interactúan en polímeros no newtonianos y su impacto en la extrusión
Leer MásLea a continuación

Extrusión y ventilación: claves para materiales compuestos
Conozca la importancia de la ventilación en la extrusión de materiales compuestos y cómo resolver problemas comunes en el proceso.
Leer Más
Una forma sencilla de evaluar los husillos de extrusión
Si bien hay muchos parámetros que influyen en el diseño de los husillos, los procesadores generalmente no tienen acceso a ellos. Entonces, en lugar de eso, intente calcular el flujo de arrastre para ver si su husillo está funcionando correctamente.
Leer Más
Extrusión: diseño del husillo para reciclaje multimaterial
Dado que muchos productos plásticos están hechos de una combinación de materiales con puntos de fusión muy diferentes, se debe evaluar cuidadosamente el diseño de husillos o tornillos en el momento de reciclar estos productos.
Leer Más