
Extrusión: solucione el flujo desigual o surging en husillos de dos etapas
Explore las causas de la inestabilidad en husillos de dos etapas y descubra soluciones prácticas para garantizar un funcionamiento óptimo en extrusión de plásticos.
.jpg;width=70;height=70;mode=crop;format=webp)
Compartir
Lea a continuación



¿Alguna vez has tenido un husillo de dos etapas que funciona de manera inestable todo el tiempo, independientemente de los ajustes de temperatura y la velocidad del tornillo? Esto ocurre cuando las dos etapas no coinciden en la salida del polímero y en la contrapresión de troqueles.
Funcionamiento y desafíos del husillo de dos etapas
Un tornillo de dos etapas consta, básicamente, de dos husillos separados que deben funcionar en tándem. La primera etapa del husillo alimenta y funde polímero antes de arrojarlo al área de ventilación. La segunda etapa del tornillo toma el polímero fundido de la ventilación, lo presuriza y lo bombea a través de un troquel.



Las salidas de las dos etapas deben estar relativamente bien equilibradas o de lo contrario se desarrollará una inestabilidad constante, que se puede resolver al ajustar las condiciones de funcionamiento.
Se sabe que esta situación ocurre cuando un tornillo de dos etapas, diseñado para un polímero específico, se utiliza para procesar un polímero diferente. El resultado es una reducción de la salida volumétrica de la primera etapa. Esto hace que la segunda etapa sea demasiado profunda para la salida de la primera etapa, y en consecuencia se altera la longitud de llenado.
Al diseñar un nuevo tornillo de dos etapas con una buena estimación para la presión del cabezal, la longitud de llenado se calcula al manipular las profundidades para equilibrar el flujo de arrastre y el flujo de presión con el fin de obtener una longitud de llenado razonablemente estable. Pero cuando se cambia el polímero que se está procesando, la longitud de llenado óptima puede perderse de manera irreversible.
Cuando las etapas de un tornillo de dos etapas no coinciden bien en la salida con una presión de cabezal en particular, la segunda etapa puede variar continuamente la longitud de llenado. Esto dará como resultado un flujo desigual o surging. Una solución es instalar una válvula de control de flujo en la descarga del extrusor y aumentar la contrapresión hasta que el ciclo se detenga.
Para que la segunda etapa del husillo sea estable debe tener una longitud mínima de llenado para que así el flujo de presión sea un pequeño porcentaje del flujo de arrastre. De lo contrario, variará continuamente en la longitud de llenado, lo que cambia su salida. A medida que aumenta la longitud de llenado, la salida de la segunda etapa aumenta. A medida que disminuye la longitud de llenado, la salida de la segunda etapa disminuye.
Por lo tanto, cuando las dos etapas no coinciden en la salida frente a una presión del cabezal en particular, la segunda etapa puede variar continuamente en la longitud de llenado. Esto resulta en un flujo desigual o surging.
Soluciones prácticas para la inestabilidad del husillo
La sobretensión no será muy notable en el consumo de potencia porque la mayor parte de la potencia se utiliza en la primera etapa para la fusión, utilizando mucho menos en la segunda etapa para el transporte de la masa fundida.
Para este tipo de situaciones, la mejor solución es instalar una válvula de control de flujo en la descarga del extrusor y aumentar la contrapresión hasta que el ciclo se detenga e indique suficiente llenado para desarrollar una condición estable.
Alternativamente, es posible que se pueda resolver este problema al añadir un mecanismo de filtros o cambiar a un plato rompedor más restrictivo, pero eso no es fácilmente ajustable y puede requerir una adaptación continua si los polímeros o incluso las densidades aparentes cambian constantemente.
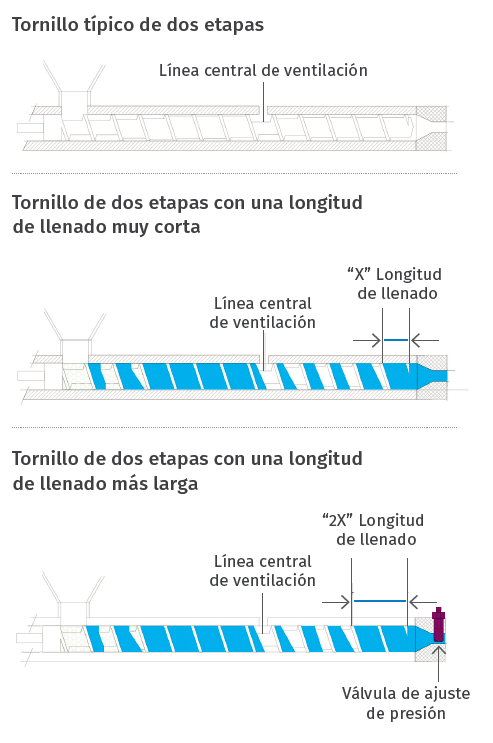
En la ilustración se muestra el tornillo típico de dos etapas, en comparación con un tornillo de dos etapas con una longitud de llenado demasiado corta y el tornillo con una válvula de control de flujo para proporcionar control sobre la longitud de llenado, independientemente de la salida de la primera etapa.
He visto que este problema aparece con más frecuencia en los últimos tiempos porque se agregan mayores porcentajes de material reciclado al proceso. La densidad aparente reducida del material reciclado disminuye la salida específica de las extrusoras; un tornillo de dos etapas que funcionó bien cuando había poco o ningún retriturado/reciclado, es ahora inestable.
Un nuevo diseño de tornillo podría corregir esto, pero no estaría preparado para el siguiente polímero o una densidad aparente diferente.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Extrusión de plásticos: proceso, máquinas extrusoras y aplicaciones
Desde la elección del material hasta la producción final, descubra cómo funciona la extrusión de plásticos, los distintos procesos y máquinas extrusoras disponibles y cómo elegir el material ideal según la aplicación.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Extrusión: procesos clave para enfriamiento de rodillos
Aprenda cómo optimizar el diseño de rodillos de enfriamiento para mejorar la transferencia de calor en láminas gruesas de polímeros.
Leer Más
Extrusión: solución de problemas del desgaste de tornillos y cilindros
Mantener extrusoras de un solo tornillo al máximo rendimiento supone un desafío constante. El desgaste del tornillo puede reducir la eficiencia de la máquina, manifestándose en aumentos de temperatura y disminuciones en la velocidad de producción. Este artículo expone las técnicas para medir y combatir el desgaste, así como las decisiones económicas asociadas al reemplazo de componentes.
Leer MásLea a continuación

Extrusión - Fibra ‘Melt-Blown’: lo que necesita saber para entrar en el mercado de cubrebocas
La pandemia de coronavirus ha hecho que los procesadores de extrusión tengan curiosidad por entrar en el mercado de cubrebocas o máscaras faciales. Sin embargo, la fibra melt-blown (no tejida) es muy diferente de la mayoría de los otros procesos de extrusión y requiere equipos especializados.
Leer Más
Extrusión de espuma de PS: ventajas de líneas en tándem
La creciente demanda de envases de espuma de baja densidad plantea interrogantes sobre el uso de líneas de extrusión en tándem y el potencial de opciones más simples. Este análisis revela los desafíos reológicos y de equipo en el espumado, además de explorar la viabilidad de alternativas sustentables como el PLA para aplicaciones de empaques de alimentos.
Leer Más
Extrusión de plásticos: entienda la viscosidad y temperatura de fusión
Comprenda cómo la viscosidad y la temperatura influyen en la extrusión de plásticos y su relación con las curvas de velocidad de cizallamiento.
Leer Más