
.jpg;width=70;height=70;mode=crop;format=webp)
Compartir
Lea a continuación


La actual pandemia ha dado lugar a una demanda de miles de millones de máscaras faciales, y uno de los mejores materiales de filtrado para este tipo de máscaras es un laberinto de fibras diminutas hechas por el proceso de melt-blown (fibra no tejida). El mercado de máscaras faciales es muy amplio en este momento, pero los procesadores de extrusión deben evaluar los aspectos únicos de la fusión y presurización de polímeros incorporados en este proceso antes de dar el paso. Y debido a la naturaleza distintiva del proceso melt-blown, lo más probable es que necesiten comprar maquinaria nueva, ya que la mayoría de los equipos de extrusión existentes no son adecuados para procesar estos polímeros de baja viscosidad.
La microfibra hecha por el proceso melt-blown se intercala entre dos capas de tejido impermeable más convencional para hacer las máscaras. Aunque el PP es ahora el polímero más utilizado para este tipo de fibras, también se pueden utilizar otros polímeros de alto flujo, según los requisitos de filtrado. Hasta ahora, la mayoría de la producción de fibra melt-blown se ha utilizado para fabricar filtros industriales, particularmente para las industrias petrolera y química. Los polímeros utilizados tienen que proporcionar una alta fluidez para que puedan ser fácilmente estirados con el fin de hacer las fibras diminutas; las viscosidades varían de 300-1500 g/10 min, algo parecido a un jarabe caliente.



La fabricación de fibra melt-blown requiere alta presión de descarga del extrusor para forzar el polímero a través de los pequeños agujeros en las herramientas de troquel. Los troqueles son similares a un troquel de lámina, excepto que, en lugar de una hendidura, la cara tiene miles de agujeros diminutos, con 0.010 a 0.015 pulgadas de separación. Puede haber hasta 1000 agujeros por pie de ancho de troquel. Los agujeros pueden ser tan pequeños como 0.003 pulgadas de diámetro con L/D largos para proporcionar estabilidad. Incluso con la viscosidad extremadamente baja de los polímeros utilizados, la caída de presión a través de agujeros tan pequeños con L/D largos puede ser de varios miles de psi.
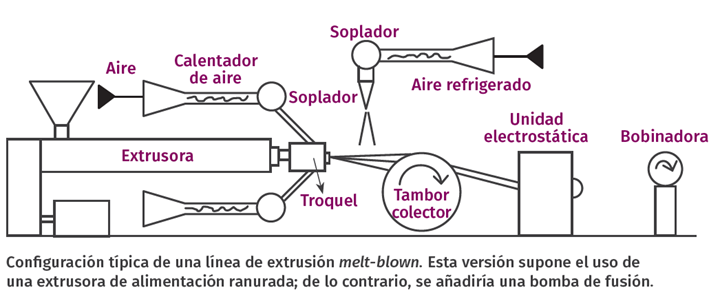
Las fibras estiradas se enfrían por aire refrigerado, se acoplan en el tambor del colector de vacío y se forman rollos. Las fibras en este punto se parecen mucho a los dulces de algodón. Se pueden obtener diferentes espesores, orientaciones y densidades variando una serie de condiciones de proceso. Muchas líneas también dan a las fibras una carga electrostática para mejorar su capacidad de retener las partículas atrapadas durante el uso.
¿Cuál es el mejor tipo de extrusor para este proceso? Debido a que el procesador requiere el uso de polímeros extremadamente altos de flujo y baja viscosidad, las extrusoras de diámetro liso tendrán dificultades para desarrollar las presiones de descarga necesarias a velocidades de salida razonables. Hay dos maneras de mejorar ese rendimiento. Los fabricantes europeos de extrusoras han utilizado cilindros ranurados para desarrollar altas presiones de cabeza, mientras que los constructores estadounidenses han tendido hacia L/D más largos, y más recientemente, a agregar bombas de fusión. Hay ventajas y desventajas para cada enfoque, de las que hablé en una columna que apareció en la edición de marzo de 2015.
Hace poco realicé una consultoría para una empresa que trataba de expandirse rápidamente en la fabricación de cubrebocas mediante la tecnología melt-blown. Se sorprendieron de lo poco útiles que eran sus equipos de extrusión existentes sin modificaciones significativas. Por lo tanto, para reducir el costo de las líneas y acelerar la disponibilidad de equipos, este procesador decidió comenzar con algunos extrusores de barril ranurado con tornillos especiales adecuados para los polímeros de alto flujo.
Se necesitarán diseños de tornillo especiales, independientemente de si un procesador utiliza un extrusor de barril ranurado o un extrusor de diámetro liso con una bomba de fusión para desarrollar la presión de troquel necesaria. Los polímeros con bajas viscosidades de fusión todavía se funden a las mismas temperaturas y requieren la misma cantidad de energía para fundir que acostumbran los procesadores de extrusión de materiales. Los tornillos extrusores introducen la mayor parte de su energía en el polímero para fundirlo a través de la disipación viscosa o la acción de cizallamiento del tornillo giratorio en el polímero. La cantidad de potencia introducida es proporcional a la viscosidad del polímero y la consistencia para un diseño de tornillo determinado.
En otras palabras, para obtener suficiente salida y cizallamiento para procesar polímeros de baja viscosidad, los tornillos extrusores necesitan canales muy superficiales y altas rpm, una combinación que hoy es muy atípica en la mayoría de los equipos en funcionamiento.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Extrusión de película: claves para entender materiales y equipos usados
Explore la optimización en extrusión de películas, abarcando desde el control de calidad hasta la adaptabilidad de materiales y diseños de equipo para diversos usos.
Leer Más
Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.
Leer Más
Soluciones para el desgaste de husillos en extrusión
Descubra las soluciones efectivas para combatir el acuñamiento y la desalineación en husillos, y mejorar el rendimiento de su máquina extrusora.
Leer MásLea a continuación

Lo que debe saber sobre los tornillos de extrusión en miniatura
Los tornillos muy pequeños se han vuelto más comunes con el crecimiento de la manufactura aditiva. El diseño de estos tornillos requiere equilibrar sus requisitos de producción con su resistencia al torque.
Leer MásExtrusión: la importancia de la temperatura del cilindro en la primera zona
Ajustar la configuración de temperatura de las primeras zonas del cilindro puede no producir el resultado deseado. De hecho, puede tener el efecto contrario. Este es el porqué.
Leer Más
Ecuaciones importantes de fusión de polímeros para procesadores por extrusión
Cuanto más sepa sobre lo que sucede en un tornillo, más podrá trabajar con su proveedor para optimizar el diseño.
Leer Más