Lo que debe saber sobre los tornillos de extrusión en miniatura
Los tornillos muy pequeños se han vuelto más comunes con el crecimiento de la manufactura aditiva. El diseño de estos tornillos requiere equilibrar sus requisitos de producción con su resistencia al torque.
.jpg;width=70;height=70;mode=crop;format=webp)



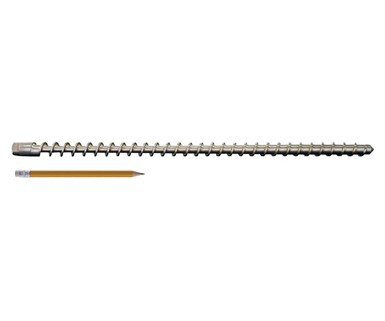
Los tornillos pequeños para extrusoras (comparado con un lápiz) se vuelven más comunes a medida que la manufactura aditiva se expande. Aquí se muestra un tornillo de 5/8 pulgadas de diámetro con una longitud total de 16.28 in. Foto: Triex LLC-Filabot.
Para aceptar pellets o incluso pellets molidos, las secciones de alimentación de tornillos muy pequeños deben ser proporcionalmente más profundas, es decir, con una mayor relación de compresión, para que coincida con la producción del resto del tornillo. Esto se debe a las dimensiones de entrada restrictivas en el tornillo y a las menores tasas de compactación resultantes de muchas menos partículas en el canal de tornillo. El aumento de la profundidad del canal en la sección de alimentación reduce naturalmente la capacidad de torsión del tornillo.
En equipos de manufactura aditiva ha habido una migración desde las pistolas de calor, que alimentan filamentos de polímeros para suministrar el polímero fundido, a extrusoras en miniatura. Las extrusoras en miniatura aumentan las tasas de producción de piezas o la producción y reducen el costo del material. Debido a la mala transferencia de calor de polímeros, la producción de las pistolas de calor es limitada, y el costo del filamento es típicamente cinco veces o más el costo por libra de pellets. El diseño de tornillos en miniatura o muy pequeños, ya sea que se utilicen para equipos de manufactura aditiva o no, requiere equilibrar sus requisitos de producción con su resistencia al torque.



Para las extrusoras de manufactura aditiva, esto puede ser aún más importante, ya que muchos no son operados por procesadores de extrusión típicos, y los arranques en frío son inevitables. En tales aplicaciones, la resistencia del tornillo debe superar el torque completo disponible en la unidad, de modo que, durante un posible arranque en frío, donde el torque de accionamiento salta instantáneamente a la capacidad de accionamiento completa, el tornillo no se rompe.
Hay cálculos relativamente simples, utilizando principios de ingeniería mecánica bien establecidos, para evitar la rotura de tornillos.
El torque disponible de la unidad se calcula como:
Torque de accionamiento (pulg.-lb) = (Caballo de fuerza x 63025) ÷ /Velocidad máxima del tornillo
Por ejemplo, recientemente trabajé en un extrusor que tenía un motor de accionamiento de 2 hp con una velocidad máxima de 1750 rpm, acoplado a un reductor de engranajes 10:1, lo que resulta en una velocidad máxima de tornillo de 175 rpm.
Torque disponible (2.0 x 63025) ÷ (1750/10) = 720 pulg.-lb de torque.
El torque del tornillo se calcula como:
torque de tornillo = 16T/(πd3)
La resistencia de la torsión equivale a 16 veces el torque disponible de la unidad dividido por πd3, donde d es el diámetro de la raíz del tornillo en su sección más profunda y más cercana a la unidad, que es la sección de alimentación. Un ejemplo es un tornillo de 0.625 pulgadas de diámetro con un diámetro raíz de 0.325 pulgadas en la sección de alimentación.
Resistencia de la torsión (16 x 720) ÷ (π x (0,325)3) = 106.820 psi
La resistencia a la torsión varía de cero en el centro de un eje a un máximo en su superficie más externa. Es por eso que un fallo de torsión de tornillo muestra inicialmente grietas que se inician desde el filete O.D., que se extiende hacia el centro. Existen diferentes factores de forma para determinar la fuerza torsional de las formas comunes (cuadradas, redondas, triángulos, etc.). Estos han sido desarrollados experimentalmente, pero no existen para la sección transversal de un tornillo. Como resultado, la sección redonda de la raíz del tornillo se utiliza típicamente, aunque representa menos que la resistencia torsional total.
La resistencia a la tracción del acero típico para tornillos de extrusión es de 4140 en acero tratado térmicamente con una dureza de 32 Rc, que tiene una resistencia a la tracción de 145.000 psi. La resistencia al cizallamiento para los aceros se especifica de forma conservadora como el 0.577% de la resistencia a la tracción, por lo que la tensión torsional permitida es de 83.655 psi, aunque el filete del tornillo aumenta la resistencia una cantidad indeterminada.
Eso significa que la sección de alimentación para el tornillo de 5/8 pulgadas mencionado anteriormente se tensaría a esencialmente un 128% de la resistencia máxima del diseño a plena carga de la unidad. Para obtener la producción deseada, la profundidad del tornillo tendría que ser disminuida y la velocidad máxima del tornillo aumentada. Alternativamente, se podría utilizar un acero de mayor resistencia como el H-13. Con una dureza de Rc 52, cuya resistencia a la tracción es de 289.000 psi y su tensión torsional sería de 166.753 psi o muy por encima de la resistencia requerida. El acero para herramientas H-13 fue la solución elegida ya que el polímero era un copoliéster sin problemas de corrosión.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.
Leer Más
Mantenimiento para extrusión de película plana: cómo limpiar dados
Descubra el procedimiento óptimo para el mantenimiento de dados de extrusión de película plana. Proteja su inversión y garantice la calidad del producto final.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Extrusión de plásticos: proceso, máquinas extrusoras y aplicaciones
Desde la elección del material hasta la producción final, descubra cómo funciona la extrusión de plásticos, los distintos procesos y máquinas extrusoras disponibles y cómo elegir el material ideal según la aplicación.
Leer MásLea a continuación

Claves del procesamiento de coextrusión en polímeros
Descubra los fundamentos y desafíos del procesamiento de coextrusión en polímeros y cómo lograr resultados óptimos.
Leer Más
Pruebe este método de purga de bajo costo
Es posible que pueda reducir los tiempos de purga y ahorrar dinero mediante la programación de trabajos de procesamiento en orden de la creciente viscosidad del material. Pero, para empezar, necesitará curvas de velocidad de cizallamiento/viscosidad para sus polímeros.
Leer Más
Extrusión: los tornillos más pequeños plantean mayores retos
Los tornillos de extrusión muy pequeños funcionan casi igual que sus primos más grandes, pero algunas diferencias críticas hacen que sean más difíciles de diseñar y mecanizar.
Leer Más