
Claves del procesamiento de coextrusión en polímeros
Descubra los fundamentos y desafíos del procesamiento de coextrusión en polímeros y cómo lograr resultados óptimos.
.jpg;width=70;height=70;mode=crop;format=webp)
Compartir




La coextrusión puede volverse muy compleja y requiere una cuidadosa consideración de extrusoras, cabezales y selección de materiales, entre otros. (Foto: Welex)
La coextrusión requiere un conocimiento más profundo en polímeros y extrusión que la extrusión monocapa, por lo que el personal operativo debe tener una preparación adecuada. Los factores por considerar son bastantes.
Primero, es necesario seleccionar polímeros que cumplan con los requisitos y especificaciones deseados y que tengan buena unión para formar una estructura sólida. La unión depende en gran medida de las energías superficiales respectivas de los polímeros.



Resistencia de unión adecuada
Si los polímeros seleccionados no proporcionan una resistencia de unión adecuada, entonces será necesario usar capas de unión, lo que requerirá extrusoras adicionales.
Entre los muchos factores de rendimiento a considerar, determinados por el uso final del producto terminado, se encuentran la flexibilidad, la resistencia química, la permeabilidad y la ubicación ideal de las capas, por nombrar algunos.
Para aplicaciones de láminas y películas en particular, los procesadores deben elegir entre un cabezal con múltiples distribuidores o un bloque de alimentación de coextrusión.
Los bloques de alimentación de coextrusión generalmente brindan más flexibilidad, así como un menor costo inicial y menor mantenimiento. Ambos tienen válvulas con diferentes diseños para ajustar caudales, pero las bombas de masa fundida se utilizan generalmente para controlar con precisión la salida de cada capa.
Le sugiero que evalúe y seleccione entre constructores de máquinas de coextrusión experimentados para que puedan proporcionarle toda la información técnica necesaria para la selección del polímero, la estructura y el diseño del equipo para una línea de coextrusión propuesta.
Seleccione polímeros que cumplan con los requisitos y especificaciones deseados y que tengan buena unión para formar una estructura sólida.
Viscosidad de la masa fundida
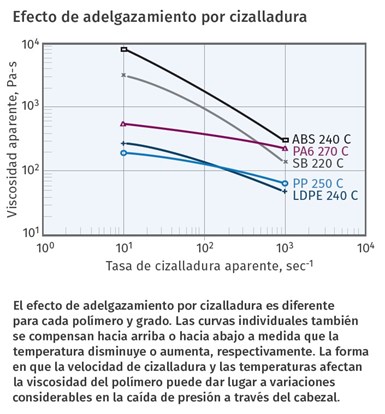
Sin embargo, el funcionamiento diario real de la línea depende en gran medida de la viscosidad de la masa fundida que sale de las extrusoras, que depende de la temperatura de la masa fundida y las velocidades de cizalladuras en las herramientas aguas abajo a medida que se combinan las diversas capas.
Viscosidades no similares pueden dar lugar a numerosos problemas de calidad, incluso si todo se diseñó correctamente en base a un producto coextruido similar. Esta parte del proceso depende del personal operativo y su comprensión de la viscosidad del polímero con diferentes temperaturas y velocidades de cizalladura.
Las curvas de viscosidad del polímero de diferentes resinas en una estructura coextruída pueden cruzarse entre sí, lo que resulta en una ventana de operación muy estrecha, por lo que las pendientes de las curvas o sus índices de ley de potencia deben considerarse al seleccionar las capas.
Temperaturas de transición vítrea
Las temperaturas de transición vítrea de los diversos polímeros también deben considerarse, ya que es muy difícil tratar de igualar las viscosidades para evitar inestabilidades interfaciales y distorsión de la capa con un polímero que funde a 500 F con uno que funde a 265 F.
También es importante dimensionar la extrusora en relación con sus requisitos en la estructura, para que se puedan desarrollar temperaturas de masa similares sin la necesidad de tornillos especiales para cada estructura.
Recientemente procesé una película delgada en HDPE en una línea que tenía tres coextrusoras. Las tres extrusoras (de 3.5, 4.5 y 6 pulgadas) tenían salidas con mucha variación, a veces del doble. Debido a esto, fue imposible igualar las viscosidades en las tres extrusoras y se presentaban todo tipo de inestabilidad interfacial, excepto a salidas muy bajas, donde las temperaturas de masa eran relativamente similares.
La falta de coincidencia en las viscosidades de los polímeros conduce principalmente a la distorsión de las capas.
Estabilidad en la salida de la extrusora
La estabilidad en la salida de la extrusora es un factor clave que depende de la temperatura de masa y la capacidad de la extrusora. Aunque las bombas de fusión se pueden usar para eliminar la variación en la salida sin pasar por válvulas en el cabezal, esto puede tener un mayor efecto sobre la temperatura de masa.
Para un diseño de husillo dado, la temperatura de masa se controla principalmente por la velocidad del husillo, la presión de cabeza y generalmente en menor medida por la temperatura del cilindro. Sin embargo, la práctica de la extrusión adiabática casi siempre ayuda a estabilizar todo el proceso. La extrusión adiabática busca configuraciones de temperatura donde haya un ciclo térmico mínimo de las temperaturas del barril, es decir, sin calentamiento ni enfriamiento.
La falta de igualdad en la viscosidad del polímero conduce a la distorsión de las capas. Sin embargo, el cizallamiento excesivo en cualquiera de las capas puede conducir a la fractura de masa, generalmente corregida al elevar la temperatura de masa, pero eso resulta en tener que elevar la temperatura de cada capa.
La falta de uniformidad de la temperatura de la masa genera patrones en zigzag o efectos de onda en la lámina, por lo que se necesita el sistema lo más estable posible. El hinchamiento a la salida del cabezal varía entre los diferentes tipos de polímeros y es una función de la temperatura y la velocidad de cizalladura. Esto puede requerir cambios en el espesor de capa para cumplir con niveles operativos rentables.
Estas es solo una advertencia para quienes no tienen experiencia en el procesamiento de coextrusión y no aplica en extrusión monocapa a menos que los adaptadores y cabezales suplementarios también sean parte del equipo. Con adaptadores y cabezales adicionales, puede apagar y desconectar cualquier extrusora que no sea necesaria, así como cambiar o eliminar el bloque de alimentación o el cabezal con distribuidor múltiple.
Además, la capacitación adecuada del personal operativo sobre cómo lidiar con los problemas señalados, así como algunos no mencionados, ahorrará mucho tiempo y recursos.
Así un husillo sea diseñado para el mismo polímero, estos también son especificados para trabajar a una determinada temperatura de masa y a una velocidad específica, que generalmente es igual o cercana a su capacidad. Por lo tanto, si procesa un husillo a un tercio de velocidad, otro a dos tercios de velocidad y el tercero a toda velocidad, producirán temperaturas de masa sustancialmente diferentes.
Dado que los polímeros son malos conductores del calor y un buen bloque de coextrusión está diseñado para evitar la mezcla de las capas, estas mantendrán su temperatura a través del bloque de coextrusión y se homogeneizarán térmicamente solo en el cabezal. Las capas pueden tardar un tiempo considerable en estabilizarse a una sola temperatura.
Por ejemplo, en el caso de la línea coextrusión de película delgada en HDPE mencionada anteriormente, fue necesario trabajar las tres extrusoras para evitar la degradación del polímero en el bloque de coextrusión en aquellas que no estaban operando.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Extrusión de plásticos: proceso, máquinas extrusoras y aplicaciones
Desde la elección del material hasta la producción final, descubra cómo funciona la extrusión de plásticos, los distintos procesos y máquinas extrusoras disponibles y cómo elegir el material ideal según la aplicación.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.
Leer Más
¿Por qué y cuándo debe recristalizar su scrap de PET?
Ya sea que usted fabrique botellas de PET mediante moldeo por soplado o extruya lámina APET, producirá desechos amorfos en el proceso. El manejo que usted le dé a este material afectará sus costos de producción. La re-cristalización puede ayudarle.
Leer MásLea a continuación

Pruebe este enfoque para limpiar su material reciclado
El CO2 se puede utilizar como un disolvente totalmente “verde” para eliminar muchos tipos de contaminación en plásticos reciclados sin necesidad de usar disolventes tóxicos.
Leer Más
Coextrusión de película soplada: comprensión de la reología de la resina
Los procesadores de película están invirtiendo cada vez más en líneas de coextrusión de nueve o más capas. Con tantas posibilidades de resina y combinaciones que entran en juego, es importante aprender más sobre la reología y la compatibilidad de los materiales, así como del diseño de dados.
Leer Más
Alineación del extrusor: solo la mitad de la ecuación
¿La otra mitad? Alineación y soporte de equipos aguas abajo. Estas son las prácticas recomendadas.
Leer Más