


A lo largo de los años he tenido varias “discusiones” con fabricantes de máquinas de moldeo por inyección en relación con los parámetros configurados y los rendimientos de las máquinas.
Recuerdo, incluso, mi primera conversación en la que discutí las ventajas de utilizar inyecciones en vacío para medir la velocidad real de inyección. Nunca he callado lo que pienso, sobre todo cuando estoy seguro de ello y tengo algunas ideas nuevas sobre el cálculo de la contrapresión.



El origen de este artículo se remonta a hace más de diez años, cuando trabajaba en un proyecto combinado de supervisión del proceso y la producción en una empresa de moldeo de productos médicos. Así es que permítanme darles un poco de contexto.
Uno de los objetivos originales de ese proyecto era no solo eliminar la necesidad de documentar manualmente los CPO (resultados críticos del proceso) dos veces por turno, sino hacer que el proceso fuera por completo automático y aumentar la frecuencia al 100 % de los ciclos, para garantizar que ninguna pieza que no se encontrara dentro de esos CPO, se enviara a un cliente.
Al tratarse de moldeo médico, no podíamos limitarnos a conectar en red los controladores de las máquinas y confiar únicamente en sus datos. Necesitábamos un verdadero sistema externo para verificar los resultados y recopilar los datos. De ahí el requerimiento de un sistema de supervisión. El proyecto incluía la incorporación de sensores de presión, sensores de posición e, incluso, sensores de temperatura de terceros para poder verificar realmente los resultados del proceso.

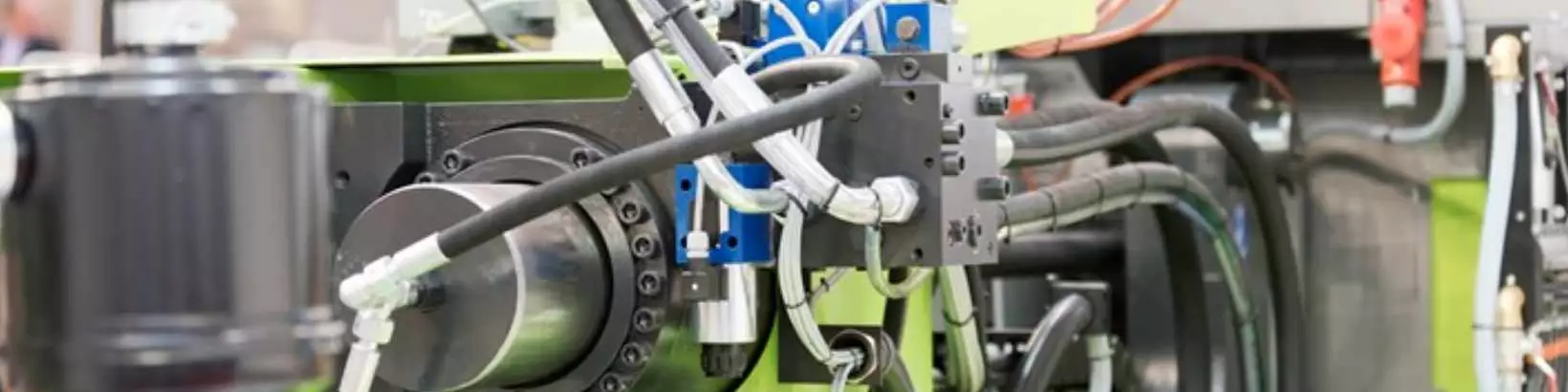
Entender lo que ocurre realmente con la presión del plástico en la boquilla tiene mucho que ver con la contrapresión en un proceso.
Crédito: GettyImages.
Esto se hizo para evitar cualquier cálculo creativo por parte de los técnicos de proceso que pudiera afectar los resultados del controlador de la máquina. El equipo detectó más de un fraude numérico, que ya he destacado en artículos anteriores.
Los sensores de presión que instaló el equipo se colocaron cerca de los transductores del fabricante de la máquina. Esto se hizo para garantizar que los resultados no fueran diferentes debido a la ubicación del sensor. Además, no instalamos un transductor en la masa fundida para medir la presión real del plástico durante la inyección, sino que utilizamos la conversión de la relación de intensificación de la presión hidráulica a la presión del plástico.
Todo ello con el fin de evitar diferencias significativas entre los resultados de la máquina y los del sistema de control, que podrían derivarse de técnicas de medición incoherentes. Debo señalar que todos los procesos se calificaron con nuestros clientes del sector médico, mediante los resultados de la máquina.
Dependiendo de la magnitud del delta, las diferencias podrían dar lugar a un complicado proceso de recalificación. No me malinterpreten, tuvimos que completar algunos de ellos debido a algunas de esas matemáticas creativas que he mencionado, pero esas fueron las excepciones.
Así que, al final, acabamos con máquinas bien equipadas y capaces de proporcionar datos que la mayoría no podía. Dicho esto, seguíamos sin poder medir la presión real del plástico en la boquilla y por eso no he escrito sobre la contrapresión como tema principal. He mencionado mis ideas sobre la contrapresión y las he mencionado en algunos artículos anteriores.
También he mantenido conversaciones con muchos fabricantes de máquinas, incluido aquel para el que trabajé, pero nunca tuve la oportunidad de hacer un seguimiento de este tema en una máquina equipada con un transductor de presión que funcionara en la punta de la boquilla. Es decir, no hasta ahora.
De vuelta a la contrapresión
Mi gran problema con la forma en que los fabricantes de máquinas calculan y muestran la contrapresión comenzó hace varios años, durante el proyecto mencionado antes. Recientemente nos habían adjudicado un nuevo negocio de moldeo de insertos que pedía reducir el tamaño del husillo y cilindro de una máquina de moldeo vertical.
No se trataba de una reducción pequeña, ya que redujimos el cilindro al máximo con esta unidad de inyección y esta máquina en particular. Esta máquina tenía una presión de inyección hidráulica máxima de 3,300 psi y una vez instalados el husillo y el cilindro más pequeños, la relación de intensificación aumentó a 20:1, con lo que la presión máxima del plástico alcanzó los 66,000 ppsi.
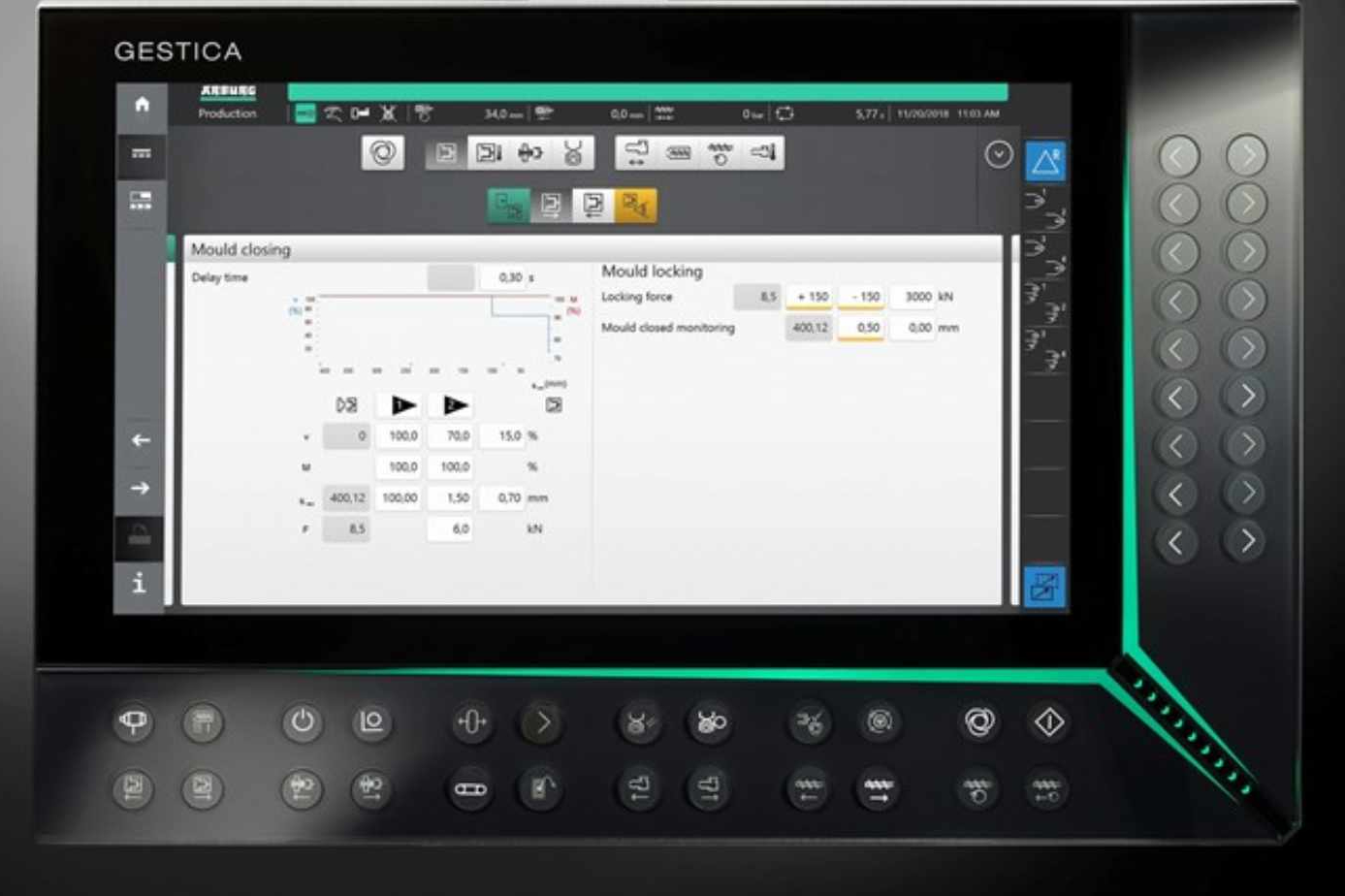
Comprender cómo calcula el control de su máquina la contrapresión es clave para entender mejor su proceso.
Crédito: Arburg.
Todos estábamos tan centrados en la presión máxima de inyección que nadie se planteó el impacto que esta reconfiguración podría tener en la contrapresión. El fabricante de la máquina la programó a una presión de inyección máxima de unos 30,000 PPSI, limitándola mediante software para evitar que el molde estallara. Esto protegió nuestro molde y la máquina de daños, pero no nos ayudó a producir una buena pieza de forma consistente.
Éramos incapaces de encontrar un proceso estable, independientemente de los puntos de ajuste, pues moldeábamos piezas incompletas en un disparo y piezas con rebaba en el siguiente. Teniendo en cuenta que disponíamos de máquinas bien equipadas, una vez revisados los datos no fue difícil encontrar el problema: el tiempo de recuperación del husillo era muy variable.
Así que empezamos a aumentar la contrapresión, que tenía un valor de ajuste máximo de 1,500 PPSI (presión de masa). La contrapresión, junto con los demás ajustes o salidas de presión de inyección, se convertían mediante la relación de intensificación de la máquina. Empezamos a ver una mejora en la repetibilidad cuando llegamos al máximo con este ajuste, pero algo no me cuadraba.
Así que hice los cálculos y, para nuestra sorpresa, 1,500 PPSI de contrapresión, con la nueva relación de intensificación, equivalía a ajustar la contrapresión a 44 psi hidráulicos. Entonces me empecé a preguntar: ¿por qué estos controladores de máquinas están diseñados para calcular la contrapresión en presión de plástico?
¿Cómo calcular la contrapresión?
La contrapresión es el ajuste de lo restrictiva que será la válvula de retorno proporcional cuando el fluido hidráulico vuelva al depósito de fluido hidráulico durante la recuperación del husillo. Así que se nos dice que cuanto mayor sea el ajuste de contrapresión, menor será la apertura y menor el ajuste, pero en realidad, es todo lo contrario.
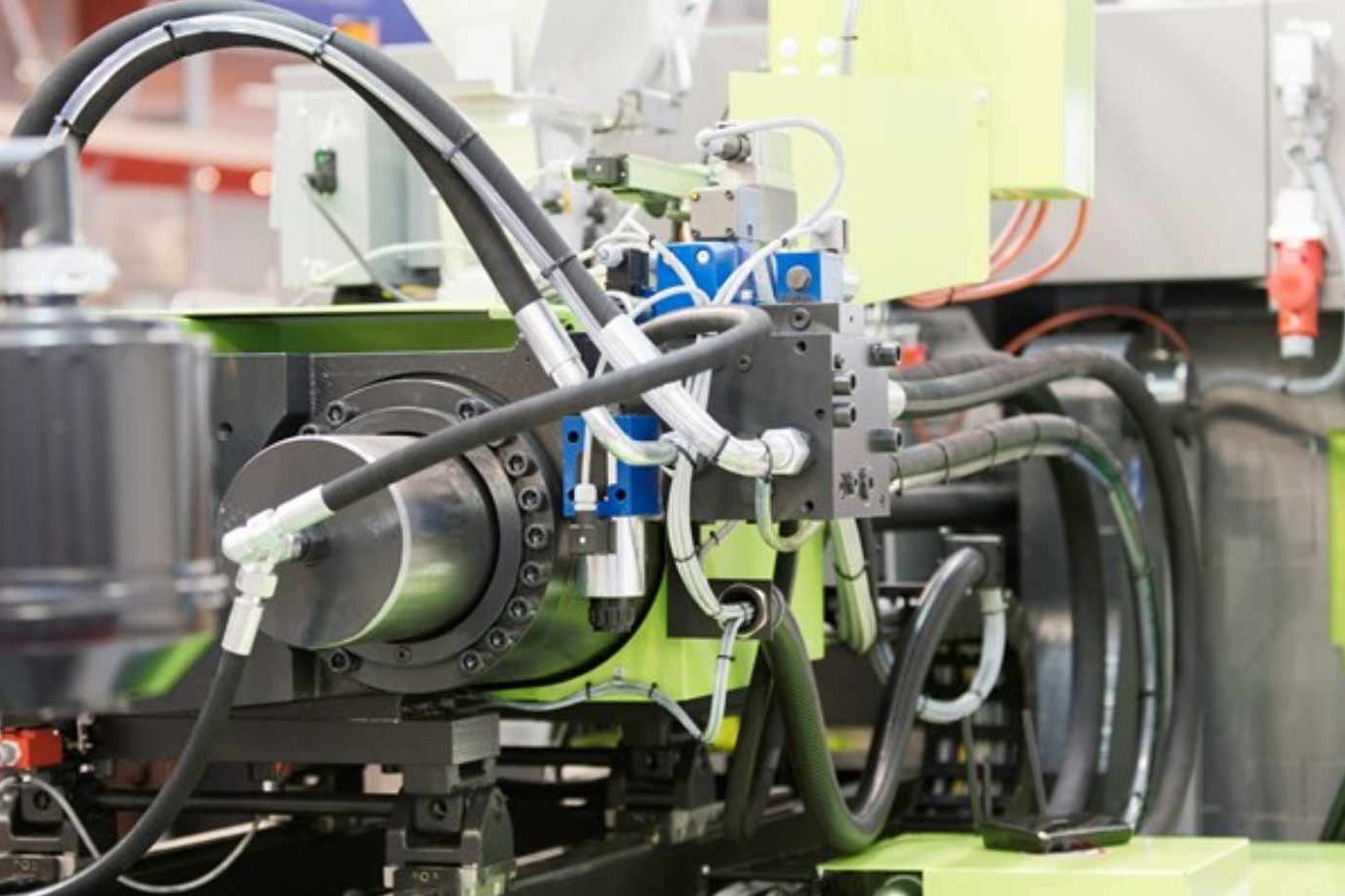
Entre otras cosas, la contrapresión determina cómo vuelve el fluido hidráulico al depósito durante la recuperación del tornillo.
Crédito: GettyImages.
Mi pregunta era y es: ¿por qué calculamos la contrapresión en la presión plástica utilizando la relación de intensificación? Recuerde que la relación de intensificación es la relación entre el diámetro del pistón hidráulico que empuja el husillo y el diámetro del mismo husillo. La contrapresión se genera en la dirección opuesta, creada por el propio plástico al empujar el husillo hacia atrás.
La presión del plástico delante del husillo aumenta a medida que el husillo gira y empuja más plástico hacia delante. Una vez que ese plástico genera suficiente presión para superar la presión necesaria para forzar el fluido hidráulico a través de la válvula de retorno proporcional, entonces el husillo comienza a desplazarse hacia atrás.
Esto debería resultar en una presión plástica delante del husillo que está justo al norte de la lectura de la presión hidráulica en esa válvula. Así que voy a preguntar de nuevo: ¿por qué utilizamos la relación de intensificación en la contrapresión? Entiendo que podría ser más fácil de escribir un código para la HMI de la máquina, que es todo o nada, pero si no es un reflejo fiel y exacto del proceso, no creo que la programación del controlador más fácil sea una razón suficientemente buena.
Una nueva visión
Hace poco visité iMFLUX, una empresa que durante varios años ha desarrollado un proceso controlado por presión en el que utiliza una boquilla especialmente diseñada y equipada con un transductor de presión. Este transductor le permite al sistema iMFLUX ajustar la velocidad de llenado en tiempo real para mantener una presión de inyección constante en todo el ciclo de inyección. También puede leer la presión real del plástico durante la recuperación del husillo.
Por primera vez pude ver salidas de presión plástica durante la recuperación del husillo que confirmaron mis preocupaciones de que utilizar una relación de intensificación (Ri) para la contrapresión no es un reflejo exacto de la contrapresión. Es más exacto dejarla como valor hidráulico que multiplicarlo por el Ri, ya que no hay intensificación del diámetro del husillo al retroceder.
Esto nos habría ahorrado muchos largos días cuando tratábamos con ese producto moldeado por insertos hace muchos años. Creo que contrapresión sigue siendo una especie de palabra sucia para algunos procesadores, al igual que descompresión.
Si les pides a diez procesadores que definan la contrapresión, te prometo que obtendrás diez respuestas diferentes y la mayoría de esas respuestas indicarán lo que hace, como “añade calor al material” o “puede aumentar el volumen de disparo”, no lo que es. Les he preguntado a algunos procesadores por qué fijan su contrapresión tan baja y me han dicho: “Provoca demasiado calor; menos calor entra menos calor sale”.
Aunque existe algo de verdad en ello, hay que preguntarse: “¿Cuánto tiempo de ciclo podría estar añadiendo realmente ese calor extra en comparación con las ventajas de un tiempo de recuperación constante?”. Cuando se comprende lo que es (la resistencia detrás del husillo durante la recuperación) y lo que hace para evitar que el husillo retroceda sin control, no es difícil entender por qué es fundamental para un proceso robusto y repetible.
Sobre el autor
Robert Gattshal
Robert Gattshall tiene más de 22 años de experiencia en la industria del moldeo por inyección y posee múltiples certificaciones en moldeo científico y las herramientas de Lean Six Sigma. Gattshall ha desarrollado varios sistemas Poka Yoke “Best in Class” con monitorización de procesos y producción de terceros como Intouch Monitoring Ltd. y RJG Inc.
Ha ocupado múltiples puestos de gestión e ingeniería en las industrias automotriz, médica, eléctrica y de producción de empaques. Gattshall también es miembro del Comité de Políticas Públicas de la Asociación de la Industria del Plástico. En enero de 2018 se unió a IPL Plastics como gerente de ingeniería de procesos. Contacto: (262) 909-5648; rgattshall@gmail.com.








Contenido relacionado

Expo Plásticos: 16 ediciones ofreciendo soluciones para la industria
En 2023 se realizará la decimosexta edición de la exposición bienal especializada en tecnologías avanzadas en maquinaria, materias primas, equipos periféricos y soluciones para la industria del plástico.
Leer Más
TrueDent: primera resina dental para impresión 3D de Stratasys
TrueDent es la primera solución de dentaduras postizas impresas en 3D, monolíticas y a todo color, que presentó Stratasys con aprobación de la FDA.
Leer Más
Ventajas y desafíos del In-Mold Labeling (IML) o etiquetado en el molde
Desde su introducción en la industria del plástico, el In-Mold Labeling (IML) ha transformado no solo la estética y funcionalidad de los productos plásticos, sino también sus procesos de producción. Acompáñenos en un análisis detallado de las aplicaciones, ventajas técnicas y desafíos del IML o etiquetado en el molde.
Leer Más
Arterex adquiere Micromold expandiendo capacidades en el sector médico
Con la integración de Micromold, Arterex mejora su capacidad para ofrecer servicios de moldeo por inyección de precisión en el sector médico.
Leer MásLea a continuación

Comprenda el tiempo de residencia en el moldeo por inyección
Explore el papel crucial del tiempo de residencia en el moldeo por inyección y cómo influye en la calidad de la pieza. Aprenda cómo el diseño del husillo afecta la uniformidad de la masa fundida y cómo optimizarlo para un rendimiento superior.
Leer Más
Moldeo científico: solución a problemas en la inyección de plásticos
Explore estrategias prácticas para erradicar problemas comunes en el moldeo de plásticos. Aprenda a abordar las causas raíz de los problemas técnicos.
Leer Más
Moldeo por inyección: logre una supervisión de la producción efectiva
Descubra los elementos clave para implementar un sistema MES eficaz. Aprenda a abordar los desafíos y optimizar la supervisión de la producción en tiempo real.
Leer Más