Reciclado químico: reflexión técnica sobre la depolimerización del PET
¿Le interesa integrar el reciclado químico del PET a sus procesos actuales? ¿Qué consideraciones debe tener en cuenta para lograr altos rendimientos en su sistema? Aquí algunos puntos importantes para tener en mente.
.png;width=70;height=70;mode=crop;format=webp)



Continuamos dentro de la temática del reciclado químico de los materiales plásticos residuales que iniciamos en el número anterior, y consideramos el tema del reciclado químico o depolimerización del PET en particular. Vamos a evaluar la relevancia que ha adquirido la concepción de la circularidad de los materiales plásticos residuales, y en particular del PET, frente al reciclado mecánico del mismo.
Observamos que se presenta, al parecer, como una opción alternativa y reciente, por lo que debo enfatizar y dejar en claro que el reciclado químico del PET surgió y se implementó casi en paralelo al establecimiento en escala comercial del proceso de fabricación del PET, por los años cincuenta.



Proceso de depolimerización del PET
El reciclado químico o depolimerización implica principalmente la conversión, rompimiento o reducción de la cadena principal de polímero, en unidades más pequeñas como monómeros y oligómeros (fragmentos de cadena más grandes), además de la generación de subproductos gaseosos.
Es decir, una manera más sencilla de entender lo que sucede durante el reciclado químico, es interpretándolo como una degradación inducida o provocada en condiciones controladas (temperatura, pH, presión, tiempos de reacción, etc.), mediante un proceso de solvólisis que consiste en la adición de diversos disolventes, como pueden ser el agua misma, alcoholes, ácidos, etc., para alcanzar la depolimerización del PET, pudiendo utilizar materiales recuperados de menor calidad debido a un posible elevado nivel de contaminación, ya que los procesos permiten realizar una purificación adicional.
Debemos mencionar que estos métodos solvolíticos, pueden resultar más complicados que los procesos convencionales de reciclaje pueden implicar mayor consumo energético y mayor costo si se realizan en pequeña escala (por debajo de 20-30 toneladas por año). Qué contrasentido, ¿no les parece?
Degradación en el reciclado químico
Sí estamos provocando una degradación, fenómeno del que hemos hablado a lo largo de nuestras aportaciones en los artículos anteriores, que se debe de evitar, minimizar o eliminar en todos los sistemas convencionales de reciclado mecánico, donde lo hemos llegamos a clasificar como uno de los principales problemas que conflictúan la viabilidad técnica del reciclaje de los plásticos.
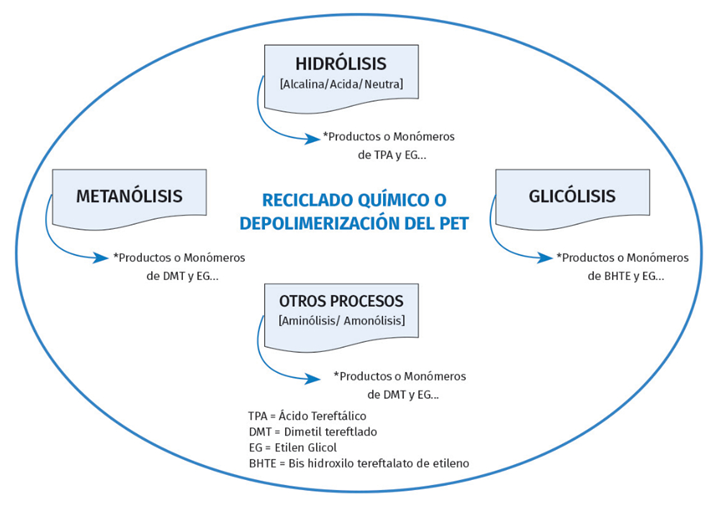
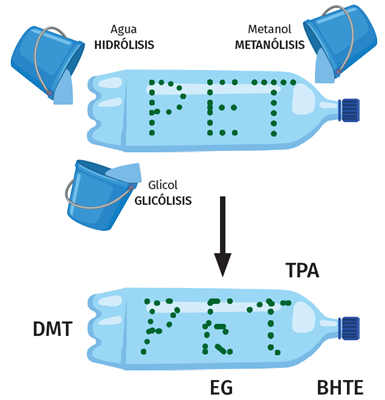
El PET, que se puede dividir o fragmentar mediante la adición de algunos reactivos o disolventes, implica una metodología específica de manejo. En el caso de utilizar agua, se trata de una hidrólisis; al emplear ácidos, una acidólisis, y si se recurre al uso de glicoles hablaríamos de un glicólisis o si se emplean alcoholes de una alcohólisis.
Sin perder de vista que, dependiendo del reactivo utilizado, se obtienen diferentes productos, después de una etapa de purificación intensiva como es el caso de monómeros de TPA, DMT y EG u oligómeros de poliéster como el BHTE, los cuales pueden ser reutilizados para fabricar productos de poliéster mediante unapolicondensación, como lo podemos apreciar en la fig. 1.
Las ventajas del reciclado químico del PET se centran principalmente en:
- La disponibilidad del enlace éster (característico del PET), a la ruptura;
- El amplio rango de disolventes que promueven la degradación o de-polmerización del PET.
- La diversidad de monómeros u oligómeros obtenidos como subproductos y a su vez una variedad productos y aplicaciones potenciales.
Hidrólisis en el reciclaje de PET
Es un método de reciclaje que implica una reacción de PET con agua en un ambiente ácido, alcalino o neutro, lo que lleva a la depolimerización total en sus monómeros de PTA y EG. Las desventajas del método de hidrólisis están representadas por las altas temperaturas (entre 200 y 250 ◦C), por las presiones (entre 1,4 y 2 MPa) y por el largo tiempo necesario para completar la depolimerización. Uno de los atractivos por considerar de esta metodología está relacionado con el desarrollo de la síntesis de PET directamente de EG y TPA, eliminar el uso del metanol del ciclo del proceso.
Por otra parte, una debilidad de este método es que comercialmente, la hidrólisis no se usa de forma amplia para producir PET reciclado de grado alimenticio, debido al costo asociado con la purificación del TPA reciclado.
Hidrólisis alcalina
Consiste en el uso de una solución alcalina acuosa de hidróxido de sodio [NaOH] o hidróxido de potasio [KOH]. Uno de sus limitantes es que consiste en una reacción química que se lleva a cabo lentamente entre 3-5 horas y temperaturas elevadas entre 210 y 250 °C bajo presión. Sin embargo, el constante desarrollo y adecuaciones a la metodología han permitido reducir los tiempos de reacción y obtener rendimientos más eficientes, alrededor del 93%.
Hidrólisis ácida
Este tipo de reacción se utiliza frecuentemente con el empleo de ácido sulfúrico [H2SO4] concentrado, pudiéndose emplear ácidos minerales de los tipos de ácido fosfórico y nítrico. Una alternativa propuesta para evitar el uso de temperaturas y presiones elevadas es usar el [H2SO4] concentrado. Sin embargo, el proceso se puede encarecer al tener que reciclar grandes cantidades de ácido además de la purificación del EG. Como es de esperarse, un inconveniente fundamental de utilizar ácido concentrado es la alta corrosión del sistema de reacción y la generación de grandes cantidades de sales inorgánicas y agua residual, que implica un tratamiento previo para su eliminación.
Hidrólisis neutral
La hidrólisis neutra se realiza mediante el uso de agua o vapor. A pesar de esto, el pH de la mezcla de reacción posterior asciende a 3.5–4, según reportes, probablemente causado por la formación de éster de monoglicol del TPA durante la reacción. El proceso se lleva a cabo a temperaturas de 200 a 300 °C. Pensando en la búsqueda constante de procesos más sustentables y circulares, sin duda la hidrólisis neutra representa una ventaja por su alta pureza ecológica. Desafortunadamente, presenta el inconveniente de una elevada concentración de impurezas, las cuáles se encontraban presentes en el material recuperado, quedan atrapadas en el TPA, manifestando por ello baja eficiencia y calidad de producto por debajo de los productos obtenidos por hidrólisis ácida o alcalina. Lo cual implica una etapa de purificación de alta eficiencia del TPA.
Al comparar entre sí a las diversas tecnologías de reciclaje químico de PET, buscando la selección del proceso más conveniente, tendría que ser tomados en cuenta y valorarse factores tales como:
- Disponibilidad y flexibilidad de la variedad de tipos de residuos de PET (envases, fibra etc).
- Condiciones de operación (temperatura, presión, tiempo, PH,) para favorecer la degradación del material, y no sin dejar de considerar los requisitos de salud.
- La versatilidad de los productos a obtener y la componente de sustentabilidad, del proceso, al contemplar disolventes amigables con el ambiente.
- Y por último, de una importancia relevante, los aspectos económicos, que implica el desarrollo del proceso.
Metanólisis
La metanólisis es una metodología que implica la degradación del PET, por medio de la adición de metanol a temperaturas (180-280°C) y presiones elevadas. Los productos principales son el dimetil tereftalato (DMT) y el etilenglicol (EG). Es una metodología que se ha aplicado con buenos resultados a botellas residuales, residuos de fibras, películas de posconsumo. Sin embargo, presenta una limitante considerable el alto costo de separación y refinamiento de los productos de reacción (glicoles, alcoholes y ftalatos) y además el agua residual presente, contamina el proceso y daña el catalizador.
La aminólisis
Al tratar de detallar esta tecnología de reciclaje químico de PET, hallamos que es un proceso, que aun no se conocen informes sobre su utilización a escala comercial en el reciclaje de PET. Sin embargo, se sabe que la aminólisis parcial ha encontrado su aplicación en la mejora de las propiedades del PET en la fabricación de fibras con propiedades de procesamiento definidas. La aminólisis del PET produce diamidas de TPA como las bis (2-hidroxietilen) tereftalamidas (BHETA). En la mayoría de los procesos de aminólisis de PET reportados, el polímero estaba en forma de polvo o fibras.
Este método consiste en hacer reaccionar el PET con amoníaco a temperaturas entre 70 y 180 °C, generalmente bajo presión y en un ambiente de etilenglicol, con la obtención de una tereftalamida. Al completar la reacción, la amida producida debe ser filtrada, aclarada con agua y secada a una temperatura de 80 °C. El producto tiene una alta pureza con un rendimiento superior al 90 %. Cabe mencionar que las características relevantes de esta metodología incipiente, son los requerimientos de baja temperatura y presión y elevados rendimientos de los productos.
A manera de conclusión, invito a reflexionar sobre los siguientes puntos considerados:
- Los principales procesos de depolimerización que han alcanzado un mayor grado de aceptación comercial hasta ahora son los procesos de glicólisis y metanólisis, sin que esto signifique que están completamente desarrollados, ya que se siguen realizando mejoras y adecuaciones diversas.
- Dentro de los retos que se enfrentan se plantea el poder ofrecer de forma ecosustentable reciclar químicamente el PET, mediante el desarrollo de catalizadores eficientes y altamente selectivos que puedan recuperarse y reutilizados.
- Y por último, me permito tomar del pasado número de agosto, de nuevo, esta consideración y enfatizar que el reciclado químico es un proceso complementario del reciclado mecánico (primario y secundario), que ayuda a cumplir los objetivos de economía circular, ya que permite el reaprovechamiento de materiales mezclados con un cierto grado de heterogeneidad, y facilita obtener productos de buena calidad.
-
Referencias:
- Daniel Paszun and Tadeusz Spychaj. Chemical Recycling of Polyethylene Terephtalate. Ind. Eng. Chem. 1997, 36, 1373.
- Rabindra Kumar Padhan and Anand Sreeram. Chemical Depolymerization of PET
- Bottles via Combined Chemolysis Methods Hong Kong Polytechnic University.
Sobre el autor
MC. Adrián Méndez Prieto.
Ingeniero Químico, con maestría en tecnología de polímeros y experiencia en investigación y desarrollo por más de 25 años en temas de procesamiento y sustentabilidad de plásticos, PET, polietileno, reciclado, biodegradación, análisis de ciclo de vida, economía circular etc. Contacto: amendezp12@gmail.com








Contenido relacionado

Resinas de polietileno: monomodales vs vimodales en empaques
Descubra las diferencias clave entre las resinas monomodales y bimodales. Impacto, aplicabilidad y sostenibilidad en la industria de empaques.
Leer Más
¿Qué es el poliestireno (PS)? tipos y aplicaciones desglosadas
Conozca los diferentes tipos de poliestireno (GPPS, HIPS, EPS) y sus variadas aplicaciones en sectores como la salud, construcción y electrónica.
Leer Más
Tereftalato de polietileno (PET): procesamiento, reciclaje y futuro
El PET (tereftalato de polietileno) es un polímero termoplástico que se caracteriza por su resistencia, claridad y ligereza. Es esencial en diversas aplicaciones gracias a su versatilidad, durabilidad y reciclabilidad. En este artículo, exploramos la historia, las propiedades, la producción, las aplicaciones y el futuro de este material esencial.
Leer Más
Tendencias en el procesamiento y reciclaje de PET
El procesamiento y reciclaje de PET avanzan al mismo ritmo que demanda la sociedad para garantizar la sustentabilidad del material. Descubra nuevas aplicaciones y métodos de reciclaje.
Leer MásLea a continuación

Reciclaje químico de plásticos: técnicas y beneficios
Explore los métodos avanzados de reciclaje químico, incluyendo hidrólisis y amonólisis, y cómo estos ayudan a transformar los plásticos en compuestos valiosos.
Leer Más
Crece el reciclaje químico en Europa
La creciente importancia del reciclaje químico en Europa se refleja en la creación de una nueva asociación, Chemical Recycling Europe, con el objetivo de promover e implementar soluciones nuevas e innovadoras.
Leer Más
Tereftalato de polietileno (PET): procesamiento, reciclaje y futuro
El PET (tereftalato de polietileno) es un polímero termoplástico que se caracteriza por su resistencia, claridad y ligereza. Es esencial en diversas aplicaciones gracias a su versatilidad, durabilidad y reciclabilidad. En este artículo, exploramos la historia, las propiedades, la producción, las aplicaciones y el futuro de este material esencial.
Leer Más