Mecanismos de fusión en extrusión de plásticos
Entienda la importancia de la disipación viscosa en la fusión del polímero y cómo afecta la eficiencia de la operación de extrusión de plásticos.
.jpg;width=70;height=70;mode=crop;format=webp)


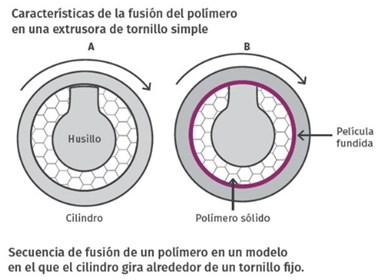
Secuencia de fusión de un polímero en un modelo en el que el cilindro gira alrededor de un tornillo fijo.
Por sorprendente que parezca, los procesadores de plásticos generalmente no entienden cómo el polímero se funde en un extrusor de tornillo simple. Inclusive, aquellos con gran experiencia práctica tienen problemas al captar el concepto, y es importante entenderlo para maximizar la eficiencia de su operación de extrusión.
Para simplificar el concepto e ilustrar el mecanismo básico, piense en el cilindro girando alrededor de un husillo estacionario. La mayoría de los análisis de un solo tornillo está basada en esta técnica, y me he encontrado que se simplifica la geometría y proporciona los mismos resultados.
Mecanismo de fusión del polímero
El polímero entra en el tornillo en forma de partículas (pellets, polvo, escamas) y se transforma por los filetes del tornillo en una masa bien compacta (ver la gráfica A en la ilustración). En ese punto, la fricción entre los pellets y el cilindro eleva la temperatura del polímero que está más cerca de la pared del cilindro.
Además, se transmite algo de calor en el polímero del cilindro caliente, ayudando a formar una película delgada de fundido entre el cilindro y el polímero sólido (ver la gráfica B en la ilustración).
A partir de ese momento, se desarrolla la energía de fusión en la película en gran parte a través de la disipación viscosa o calentamiento de cizalla. La mayoría de los procesadores entienden el concepto de calor transferido del cilindro caliente, pero la disipación viscosa no es tan fácil de comprender, lo que no está bien, puesto que provee casi toda la energía para la fusión del polímero. Eso da como resultado una dependencia equivocada en las temperaturas del cilindro para la fusión.
Disipación viscosa en extrusión
Así que vamos a explicar la disipación viscosa. La disipación viscosa se produce cuando la película de fundido se pega al cilindro y al polímero que está debajo. A medida que el cilindro gira alrededor del husillo, el polímero fundido que se pega arriba y abajo del fundido se estira continuamente como una banda de caucho. Estirar la masa fundida requiere de una fuerza mecánica (o torque) para girar el cilindro alrededor del tornillo.
Este torque se convierte en calor, así como una banda elástica o un alambre de cobre se pone caliente cuando flexiona rápidamente. La energía utilizada para el movimiento del brazo se transfiere a la goma o alambre, ya que el calor sigue la ley de conservación de energía. En el concepto aquí discutido, la energía eléctrica en la unidad se convierte primero en energía mecánica con la rotación del cilindro y, luego, la rotación del cilindro es convertida en calor en la película mediante el estiramiento continuo entre las dos superficies.
Durante la extrusión, este estiramiento continuo introduce cada vez más calor en el fundido. Esto eleva su temperatura, y la cantidad de masa fundida crece como resultado de la conducción de calor de la película hacia el polímero sólido. Tenga en cuenta que esto no describe el mecanismo entero de la fusión, porque los filetes y la compresión de un tornillo típico afectan significativamente la tasa de fusión.
Efectos de los filetes helicoidales
Sin lugar a dudas, ignorar los efectos de los filetes helicoidales simplifica excesivamente el mecanismo de fusión, pero ayuda a aclarar la disipación viscosa, que es la principal fuente de energía para la fusión y el aumento de temperatura en el fundido, finalizada la fusión.
Incluso en el modelo completo de fusión, el índice de la fusión y el aumento de temperatura para un polímero determinado es igualmente proporcional al torque necesario para girar el barril en relación con el tornillo, y que a su vez es igualmente proporcional a la resistencia (viscosidad) de la película al ser estirada.
La tasa de fusión también es proporcional a la velocidad del cilindro (velocidad del husillo) o la tasa a la que se está estirando el fundido. Ya que el torque se multiplica por la potencia misma de la velocidad de tornillo (torque = [HP x 63025] / rpm), y los caballos de fuerza son la medida de trabajo, se cuantifica el esfuerzo de torsión o torque como estrechamente proporcional al cambio en la temperatura del polímero cuando atraviesa la longitud del tornillo.
Esto proporciona una explicación muy simplificada de los efectos de la disipación viscosa. Cuantificar este modelo con un tornillo de filetes es mucho más complicado, pero el principio de fusión sigue siendo el mismo.
Velocidad del tornillo y viscosidad polimérica
La tasa de fusión, e incluso el aumento de la temperatura del polímero después de la fusión en un diseño del husillo y polímero específicos, se determina en gran medida por la disipación viscosa, que depende de la velocidad del tornillo y viscosidad polimérica de un polímero determinado. Esto explica por qué la temperatura de fusión se afecta en la salida, si la velocidad del tornillo se mantiene constante.
Puesto que el torque necesario para girar el cilindro en relación con el tornillo depende ampliamente de la resistencia del polímero a estirarse y no del flujo de masa fundida, un mayor flujo proporciona una menor temperatura del fundido y el flujo menor produce un fundido más caliente. El calentamiento del cilindro tiene un efecto mínimo, excepto en extrusoras muy pequeñas.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.









Contenido relacionado

Tendencias en el procesamiento y reciclaje de PET
El procesamiento y reciclaje de PET avanzan al mismo ritmo que demanda la sociedad para garantizar la sustentabilidad del material. Descubra nuevas aplicaciones y métodos de reciclaje.
Leer Más
Extrusión y ventilación: claves para materiales compuestos
Conozca la importancia de la ventilación en la extrusión de materiales compuestos y cómo resolver problemas comunes en el proceso.
Leer Más
Extrusión: viscosidad en polímeros no newtonianos
Explore cómo la viscosidad, cizallamiento y temperatura interactúan en polímeros no newtonianos y su impacto en la extrusión
Leer MásSoluciones para el desgaste en tornillos de extrusión
Aprenda las mejores prácticas para mejorar la calidad de la extrusión y prevenir el desgaste del tornillo.
Leer MásLea a continuación

Extrusión de polímeros con rellenos inertes: ¿Es posible?
Aprenda cómo procesar polímeros con rellenos inertes en sistemas de extrusión y las consideraciones clave para lograrlo con éxito. Guía completa sobre sus aplicaciones y beneficios.
Leer Más
Fusión en extrusoras de husillo simple: proceso y factores clave
Los diseños de husillo que no son adecuados para procesar materiales de baja viscosidad darán como resultado una pobre calidad del fundido y bajos rendimientos. Aprenda sobre la relación entre la viscosidad y la transferencia de energía en la fusión de polímeros, y cómo optimizar la extrusión.
Leer Más
Extrusión: desentrañando la tasa de fusión en polímeros
Descubra cómo los tornillos de procesamiento de polímeros influyen en la tasa de fusión y su relación con la geometría del tornillo.
Leer Más