

Compartir



Nota del editor: Esta es la cuarta parte de un especial con cuatro entregas. Puede encontrar las ligas de la serie completa a continuación:
Parte 1: materia prima.
Parte 2: desperdicio y remolido.
Parte 3: molde y máquina de moldeo.
Al cotizar un proyecto o trabajo nuevo, algunos moldeadores calculan el costo con un solo operador de máquina y su tarifa por hora de máquina. ¿Qué pasa si se necesitan 1½ operarios o solo medio operario para realizar el trabajo en cuestión? El argumento de que no existe una fracción de persona es incorrecto.
Es muy habitual que un operario atienda más de una máquina. De hecho, con las máquinas más pequeñas que funcionan de forma automática y con las piezas empacadas a granel en una caja de cartón corrugado, un operario puede atender a menudo tres o cuatro máquinas.
Costos de mano de obra
El trabajo debe cotizarse en función de la mano de obra necesaria para realizar la tarea, ni más ni menos. Piense en lo que tienen que hacer los operarios y en cuánto tiempo deben hacerlo. ¿Necesitan hacer sus propias cajas, retirar o cortar las compuertas de las piezas, clasificar las piezas de un molde familia, ensamblar las piezas, fijarlas, comprobar las dimensiones críticas, aplicar una etiqueta adhesiva, etc.? Además de esto, hay que tener en cuenta el tiempo de ciclo del molde y el número de piezas expulsadas durante cada ciclo.
A menudo hago yo mismo lo que el operario tiene que hacer, para ver cuánto tiempo lleva. Tenga en cuenta que el costo de la mano de obra en una máquina pequeña suele ser un porcentaje mucho mayor del costo total que en una máquina grande. Por lo tanto, sea conservador (es decir, generoso) al estimar la mano de obra de una máquina pequeña.
El costo de un operario no es lo que se le paga por hora: es mucho más. El costo de un operario debe incluir elementos como el pago de los días festivos, las vacaciones y el seguro médico, así como lo correspondiente a la seguridad social.
El departamento de contabilidad debe calcular la tarifa laboral que se utilizará durante la cotización. Sin embargo, puede preguntarles si su cálculo tiene en cuenta cosas como las pausas para comer e ir al baño, la formación en el trabajo y posiblemente algunos turnos extras. Se necesitan más de ocho horas de trabajo para hacer funcionar una máquina de moldeo durante ocho horas.
Es una buena práctica tener en cuenta los costos de mano de obra de los montadores, los inspectores de calidad y los manipuladores de materiales. Algunos trabajos requieren mucho más tiempo de preparación que otros. Los insertos MUD pequeños pueden montarse en minutos.
Los moldes grandes con sistema hidráulico, interruptores y robots pueden tardar horas. Algunos trabajos requieren una cantidad considerable de inspección y documentación de las piezas, como los trabajos para el sector automotriz y médicos.
Otros trabajos solo requieren que el operario sepa identificar las rebabas y los disparos incompletos. Algunos trabajos generan una gran cantidad de remolido, como en el caso de las coladas frías en un molde de tres placas. Otros no generan ningún remolido porque están especificados como “solo material virgen”. Si el trabajo que cotiza lleva mucho tiempo de preparación, requiere mucha inspección o genera mucho remolido, esos costos de mano de obra asociados deben añadirse a la cotización de la pieza.
Costos de empaque
Determinar el empaque correcto requiere:
1) Preguntar al cliente cómo quiere, con exactitud, que se empaquen sus piezas (no asuma que sabe lo que el cliente quiere).
2) Determinar el mejor tipo y tamaño de caja que maximice la cantidad de piezas y las proteja de deformaciones o daños, y que no sea demasiado pesada para que un operario la levante y la coloque en la fila superior de un pallet. El uso de su programa de software de CAD es una gran manera de ayudar a tomar esta determinación.
La palabra “caja” es un término genérico. La cantidad de variaciones disponibles en cuanto a tamaño, construcción y propiedades físicas puede hacer que se vuelva loco. Es importante saber algunas cosas básicas sobre las cajas para evitar todo tipo de problemas. Primero hay que saber que no son cajas de cartón. Las cajas de cartón se utilizan para empacar cereales para el desayuno y mezclas para pasteles. Las cajas de cartón corrugado u ondulado son las más adecuadas porque tienen una capa interior que les confiere resistencia y protección.
El tipo más común de caja se llama contenedor con ranura regular, o RSC. Las solapas exteriores superior e inferior de este tipo de caja se juntan en el centro cuando se doblan, por lo que pueden cerrarse con cinta adhesiva o grapas. Las solapas interiores son más cortas y no se unen en el centro. Este tipo de caja es el menos costoso porque genera muy pocos residuos al fabricarse. Los tamaños de las cajas se especifican por su longitud, ancho y profundidad, en ese orden. Hay que tener en cuenta que estas son dimensiones interiores.
También es necesario conocer las dimensiones exteriores de la caja para asegurarse de que no sobresalgan al ser ubicadas en el pallet. De hecho, intente tener un mínimo de uno o dos pulgadas de espacio entre las cajas y los bordes exteriores del pallet. De lo contrario, las cajas se dañarán al cargarlas en el camión y durante el transporte.
Existen cuatro tipos básicos de cajas de cartón corrugado, como se muestra en la figura 1. La mayoría de las veces, la construcción de pared simple se adaptará a sus propósitos. En ocasiones, puede ser necesaria una caja de pared doble.
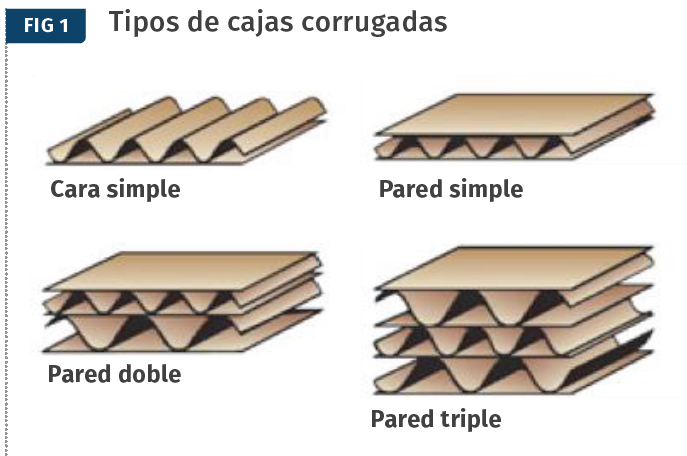
Cuatro tipos básicos de cajas de cartón corrugado. La mayoría de las veces la construcción de pared simple se adaptará a sus propósitos.
Las partes onduladas de la caja (mostradas en la figura 1), se llaman flautas o perfiles. Los cinco estilos de flautas más comunes se muestran en la figura 2 y se describen en la tabla 1. La caja RSC con flauta tipo C es la más común. La flauta E y la flauta F se utilizan habitualmente en las cajas pequeñas de venta al por menor, que tienen gráficos detallados impresos en el exterior; cuantas más flautas tenga por pie, más superficiales serán las ondulaciones en la superficie exterior.
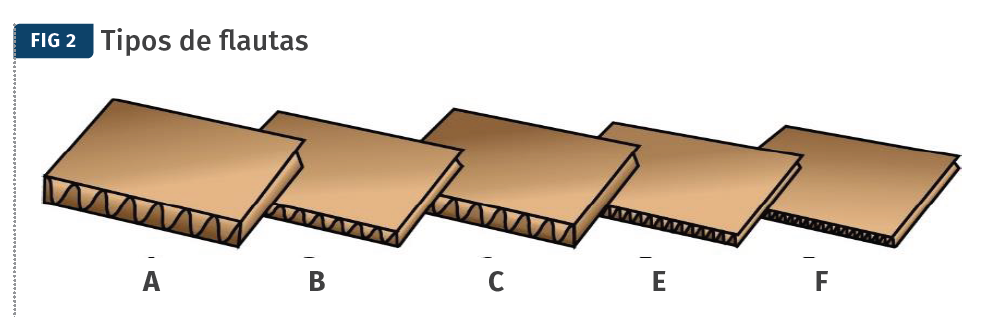
Los cinco estilos de flauta más comunes. La caja RSC con flauta C es el tipo
más común.
Si bien es cierto que tener muchas flautas por pie es mejor para la impresión, un menor número de flautas por pie suele tener una mayor resistencia a la compresión vertical. La resistencia a la compresión es otra razón por la que las dimensiones son importantes. Nunca se debe poner una caja de lado. Fue diseñada y calificada para ser posicionada en su parte inferior cuando se apila. Si se apilan las cajas sobre su lado en lugar de su parte inferior, no se tendrá la misma resistencia de apilamiento, porque las flautas estarán orientadas horizontal y no verticalmente.
Fig. 1 Especificaciones de flautas
| Tipo de flauta | Flautas/pie | Espesor de pared, Pulg |
| Flauta-A | 36 | 1/4 |
| Flauta-B | 49 | 1/8 |
| Flauta-C | 41 | 5/32 |
| Flauta-E | 90 | 1/16 |
| Flauta-F | 125 | 1/32 |
Las dos mediciones o clasificaciones más comunes de la resistencia de las cajas son la resistencia al estallido (también conocida como prueba Mullen) y la ECT (que significa prueba de aplastamiento de bordes). La prueba Mullen es útil para predecir cómo resistirá una caja a las caídas, empujones o cualquier otro tipo de tratamiento brusco.
El ECT es una forma de predecir la resistencia a la compresión de una caja de cartón corrugado. Se desarrolló para ser un indicador más directo de la capacidad de una caja para mantener una carga estática a lo largo del tiempo. También se denomina resistencia al apilamiento y es aplicable a la mayoría de los moldeadores que colocan sus productos acabados en pallets. Si la fila inferior de cajas en un pallet colapsa, en especial cuando hay humedad, la clasificación ECT no era lo suficientemente alta.
La tabla 2 enumera los índices de Mullen y ECT para cajas de pared simple y doble. La tabla 3 enumera los tipos de cajas más utilizados y su peso máximo de contenido sugerido. Las clasificaciones de las cajas pueden variar de un fabricante a otro en función del papel que utilicen. La parte inferior de la caja tendrá un sello de certificado redondo que especifica el tipo de caja, así como la carga máxima sugerida.
Clasificación cajas corrugadas
| Estándar de rendimiento | ||
| Contenido máximo, lb | Prueba Mullen min, lb/pulg2 | Prueba ECT min, lb/pulg ancho |
| Cajas corrugadas de pared simple | ||
| 20 | 125 | 23 |
| 35 | 150 | 26 |
| 50 | 175 | 29 |
| 65 | 200 | 32 |
| 80 | 250 | 40 |
| 95 | 275 | 44 |
| 120 | 350 | 55 |
| Cajas corrugadas de pared doble | ||
| 80 | 200 | 42 |
| 100 | 275 | 48 |
| 120 | 350 | 51 |
| 140 | 400 | 61 |
| 160 | 500 | 71 |
| 180 | 600 | 82 |
Intente siempre seleccionar una caja con la misma longitud, ancho y altura. Son llamadas cajas cúbicas y son las más económicas. Por ejemplo, una caja de 12×12×12 pulgadas tiene 1728 pulgadas3 de espacio y cuesta unos 85 ȼ. Una caja de 8×8×24 pulgadas solo tiene 1536 pulgadas3 de espacio, pero puede costar el doble.
Supongamos que las cajas son pequeñas, digamos de 6 pulgadas3. La mayoría de las veces se apilan a algo menos de 8 pies de altura, unos centímetros menos que la altura del interior de un remolque de tractor.
Para este caso en particular, se tendrán 16 filas verticales. Le garantizo que, sin algún método para mantener intacta la pila de cajas, estas caerán cuando el elevador vaya a mover el pallet. ¿Cómo evitar que eso ocurra? Algunos de los métodos más utilizados son la colocación de almohadillas corrugadas de 40 × 48 pulgadas entre las cajas, así como protectores de esquinas, bandas reforzadas y papel encogible, todos los cuales llevan asociados costos de material y mano de obra.
Tipos de cajas y pesos
| Tipo de caja | Peso máximo |
| 32 ECT | 30 |
| 200 # simple | 40 |
| 275 # simple | 65 |
| 275 # Doble | 80 |
Recuerdo haber revisado la cotización de una pieza que hizo un compañero ingeniero y haberle dicho que el costo del empaque estaba pasado. Cuando me preguntó por qué, le informé que esa pieza se enviaba a una de las grandes superficies. Ellos tienen requisitos de altura de apilado basados en la altura de sus estanterías. Las cajas solo pueden apilarse a dos filas de altura, un tercio de lo que cabe en un pallet de madera, que tiene un costo de unos 5 dólares. Si solo caben dos filas en el pallet, eso añade un costo significativo a cada caja.
Una bolsa (polybag) de 8×8 pulgadas × 2 mil costará alrededor de 3 ȼ. Una bolsa (polybag) resellable de 8×8 pulgadas × 4 mil cuesta alrededor de 1 ȼ. Si la bolsa tiene que ser reforzada, blindada, impresa con un bloque blanco o troquelada para el mercado minorista, el costo será aún mayor. No olvide incluir en su cotización el costo de los separadores de cartón, papel de seda, espuma, papel periódico u otros materiales de empaque necesarios para proteger las piezas.
Si la caja principal tiene un tamaño personalizado o si hay cajas de aglomerado con tamaño individualizado dentro de la caja principal, es necesario pedir cotizaciones a una empresa de contenedores. Por lo general, se cobrará un precio único por el troquelado, que suele ser algo caro.
Si alguno de los empaques, incluidas las etiquetas adhesivas o las hojas de instrucciones, deben imprimirse en color, también puede ser caro. No es raro que el costo total del empaque supere el costo de las piezas moldeadas. En el caso de este tipo de empaques personalizados, lo mejor es pedir al cliente que los pague por adelantado. Si el volumen de ventas estimado no llega a materializarse, no querrá quedarse con un costoso inventario que nunca podrá utilizar.
Costos de las operaciones secundarias
Para ser competitivos, la mayoría de los moldeadores modernos deben ofrecer una variedad de servicios adicionales. Por lo general, eso significa operaciones secundarias como el montaje, soldadura por ultrasonido, estampación en caliente, tampografía, remachado y mecanizado. Una vez más hay que pensar en lo que tiene que hacer el operario secundario. La única diferencia es que un operario secundario no está motivado o dirigido por un molde que se abre repetidamente en un intervalo determinado. Por lo tanto, sea un poco más generoso con su estimación.
En la mayoría de las operaciones secundarias se deben considerar los costos de los componentes, además del costo de la mano de obra. Algunos de estos costos son únicos, como los de una fijación, una matriz de estampación o un cuerno o sonda personalizada para soldadura por ultrasonido.
Otros costos son consumibles y se basan en la cantidad de producción, como los insertos roscados, la lámina de estampación en caliente, las tintas de tampografía o los adhesivos. Todas las operaciones secundarias llevan asociados costos de preparación, depuración y desmontaje. Este último aspecto suele olvidarse a la hora de cotizar, y es un gran error. Los costos de depuración pueden ser enormes, tanto en horas de trabajo como en generación de desperdicios.
Consideraciones sobre la calidad
El obstáculo inicial de cualquier molde nuevo es conseguir la aprobación de las muestras. A veces no es más que meter unas cuantas piezas en una caja y enviarlas al cliente. Otras veces puede ser bastante complicado y caro. ¿Se requiere un ISIR (Informe de inspección inicial de muestras), un FAIR (Informe de inspección del primer artículo), un DOE (Diseño de experimentos), un PPAP (Proceso de aprobación de piezas de producción), un estudio Cp o CpK u otro procedimiento? ¿Cuántas dimensiones críticas se especifican? ¿Cuál es el grado de exigencia de las tolerancias? ¿Se necesitan dispositivos de inspección o galgas? ¿Con qué frecuencia deben inspeccionarse durante la producción? Este es el tipo de preguntas indispensables para cotizar la pieza adecuadamente.
Otras consideraciones (no triviales)
Hay que tener en cuenta otros elementos a la hora de cotizar un nuevo trabajo o proyecto. Si las piezas son grandes, ocuparán mucho espacio en el almacén antes de ser enviadas. El espacio en planta es valioso, no solo por el hecho de tener suficiente espacio para moverse, sino por los costos de funcionamiento. Construir, calentar y mantener un edificio de 20,000 pies2 cuesta más que uno de 10,000 pies2 .
Por lo tanto, hay un costo por área asociado al espacio en planta. Además, si el espacio es reducido, los almacenistas suelen apilar los pallets dos veces, poniendo uno encima de otro. Para evitar que se dañen las cajas inferiores, hay que volver a leer la sección sobre la resistencia ECT. Es posible que necesite especificar una caja más fuerte y más cara.
¿Está cotizando un trabajo para un cliente existente? Si es así, es un indicio de que está satisfecho con las capacidades de su empresa, la calidad de las piezas moldeadas antes, el apoyo de ingeniería y el servicio al cliente. Eso es algo que vale la pena. Si cotiza un trabajo para un nuevo cliente y desea ganárselo, no puede sobre costear o inflar su cotización.
El mejor cliente es el que está bien informado. Proporciona toda la información necesaria para cotizar con precisión una pieza. Otros clientes envían por correo electrónico un modelo CAD sólido y dicen que necesitan 10,000 al mes en nylon 66. Para este tipo de clientes, envíe una estimación del costo de la pieza, no una cotización oficial.
Hasta que no obtenga más información, como el uso final de la pieza, requisitos de empaque, requisitos estéticos y un plano 2D que defina las dimensiones críticas, no sabrá realmente lo que se necesita. Eso puede dar lugar a muchas sorpresas más adelante, y las sorpresas no suelen ser buenas.
La mayoría de clientes quiere saber el precio de la pieza FOB en sus instalaciones, no en puerto. Evite proporcionar este dato. Los costos de flete o envío de un camión completo frente a un LTL (Less than truckload/Carga menor a un camión) son considerablemente diferentes. Si tiene que cotizar las piezas FOB en las instalaciones del cliente, haga que el departamento de envíos obtenga cotizaciones tanto para un camión completo como para un LTL. Incluya en su cotización una línea separada para el costo estimado del flete, puesto que cambia con frecuencia.
Un costo importante que a menudo se descuida es el mantenimiento del molde. La mayoría de los moldeadores no cobran por ello, en especial si construyeron el molde o hicieron que alguien lo construyera para ellos. Es una regla no escrita que el moldeador mantenga adecuadamente el molde del cliente mientras esté a su cargo.
Además de que los moldes necesitan una buena limpieza después de un número específico de ciclos, muchos de los componentes se desgastan con el tiempo y necesitan ser ajustados o reemplazados.
No hay forma de predecir con exactitud la longevidad de un molde y los costos futuros asociados al mantenimiento. El hecho de que el molde haya tenido una clasificación inicial, como clase 102, que supuestamente significa que es capaz de producir 1 millón de ciclos, no significa que lo hará sin algunos costos imprevistos.
Una persona experta en el arte del moldeo sabe que un molde sencillo de dos placas sin levas, elevadores o línea de separación desplazada, costará muy poco de mantener, mientras que moldes más complejos pueden disminuir sus ganancias con rapidez. Esta información debe tenerse en cuenta en la cotización de la pieza.
Aunque la mayoría de los moldeadores prefieren lotes grandes o largos, no siempre es así. Dado que los costos de preparación y puesta en marcha son tan costosos para lotes cortos, es una buena idea especificar una cantidad mínima de pedido o un tiempo de ejecución, entre un turno completo y una semana completa.
Nunca me ha gustado la frase: “Los precios se mantienen durante 90 días”. ¿Quién ha elegido esa cifra? ¿Qué pasa el día 91? ¿Acaso alguien aumenta sus precios en ese momento? Prefiero utilizar la frase “Precios mantenidos hasta que aumenten los costos que no podemos controlar”. Esa frase protege al moldeador y avisa al cliente de que los precios pueden cambiar en el futuro, como suele ocurrir.
La mayoría de las plantillas de cotización especifican un plazo de entrega genérico de tres a cuatro semanas ARO (After Receipt of Order/Después de recepción del pedido). Muchos tipos y grados de material de moldeo no son almacenados por los proveedores y pueden tardar seis semanas o más en fabricarse. No quedará bien si hace una promesa que no puede cumplir.
También hay que tener en cuenta las condiciones de pago, como el 1 % 10, neto 30. Discuta con el departamento de contabilidad los términos que deben utilizarse para los clientes potenciales. ¿Quiere ofrecer un descuento por pronto pago? ¿Hay una penalización si las facturas se pagan con retraso? ¿Quiere un porcentaje por adelantado de un cliente pequeño que no tiene historial?
Por último, no olvide aplicar la comisión del vendedor o la amortización del molde, si aplica.
Cotizar una pieza moldeada por inyección no es difícil, pero requiere mucho tiempo. Si no se toma el tiempo necesario para considerar todos los aspectos de cada solicitud, podría salir perjudicado, sea por la pérdida de dinero si consigue el trabajo o por no conseguirlo.

Jim Fattori
Jim Fattori es un moldeador de inyección de tercera generación con más de 40 años de experiencia en moldeo. Es el fundador de Injection Mold Consulting LLC, y también es ingeniero de proyectos para una gran moldeadora de múltiples plantas en Nueva Jersey. Contacto: jim@injectionmoldconsulting.com; injectionmoldconsulting.com.








Contenido relacionado

Clasificaciones de moldes de inyección de plásticos: análisis detallado
Examine los factores que influyen en la durabilidad de los moldes de inyección. Desde la complejidad del diseño hasta la selección de materiales, aprenda cómo optimizar la vida útil de los moldes.
Leer Más
El costo de los productos de plástico inyectados
Análisis de los costos en productos inyectados de plástico y su relación con los aspectos tecnológicos involucrados en el proceso.
Leer Más
Simulación avanzada vs. tradicional en moldeo por inyección
Explore el impacto del moldeo virtual en la producción de plásticos. ¿Cómo anticipar defectos y adaptar procesos de inyección? Encuentre respuestas aquí.
Leer Más
Lo que debe saber sobre las guías y casquillos de moldes
Profundice en las especificaciones de casquillos y guías en moldes. Conozca las tolerancias dimensionales y cómo garantizar un funcionamiento óptimo.
Leer MásLea a continuación

Cotice eficientemente piezas moldeadas por inyección: molde y máquina
Explore los factores cruciales a tener en cuenta al elegir la máquina de moldeo por inyección correcta. Analizamos desde el tamaño del molde hasta la carrera de expulsión.
Leer Más
Cotice eficientemente piezas moldeadas por inyección: materiales
Descubra estrategias para calcular precios de piezas moldeadas, considerando la gravedad específica, la cantidad de material y los costes de coloración.
Leer Más
Factores clave para estimar tiempo de ciclo en moldeo de plásticos
Descubra los 14 factores cruciales que influyen en la estimación del tiempo de ciclo en moldeo. Conozca un nuevo recurso gratuito que puede ser útil.
Leer Más