Enfriamiento y transferencia de calor en la extrusión de polímeros
Profundice en los conceptos de conductividad térmica, coeficientes de transferencia de calor y número Fourier para optimizar el enfriamiento en la extrusión de polímeros.
.jpg;width=70;height=70;mode=crop;format=webp)



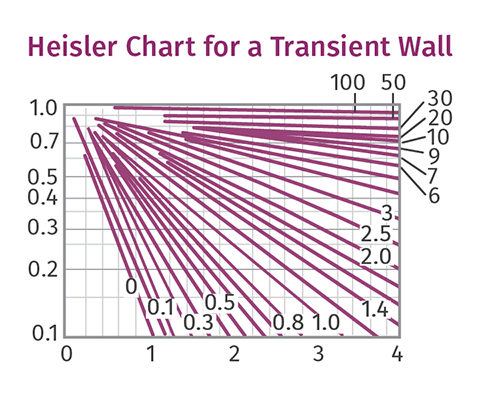
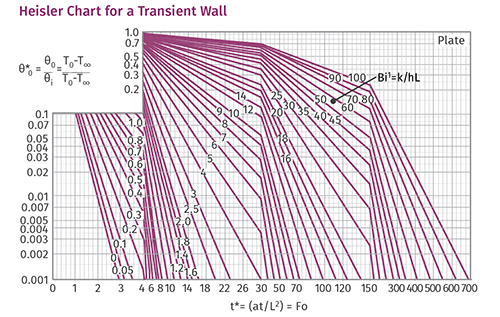
Un gráfico de Heisler puede ayudar a determinar el número de Fourier. Esto permite calcular el efecto del coeficiente interno de transferencia de calor y separarlo del coeficiente externo de transferencia de calor. (Fuente: Instituto Indio de Tecnología Kanpur; http//home.iitk.ac.in)
Refrigeración de formas extruidas y medios de enfriamiento
Cada forma extruida debe refrigerarse a una temperatura a la que mantenga sus dimensiones deseadas, mediante el uso de un medio de refrigeración como gas, líquido o una superficie de contacto con metal. Independientemente de la forma extruida o el medio de enfriamiento, la eliminación del calor para mantener las dimensiones es tan importante para un proceso como agregar el calor durante la extrusión para hacer que el polímero fluya.
Expectativas erróneas en los requerimientos de enfriamiento
Muchos procesadores esperan que los requerimientos de enfriamiento se basen simplemente en la producción o en las libras por hora. Esto a menudo conduce a falsas expectativas cuando se cambian la forma o el espesor.



Debido a la baja conductividad térmica de los polímeros, el límite de enfriamiento es determinado a menudo por la transferencia de calor a través del polímero, más que por el medio de refrigeración, salvo para formas muy finas. En el caso de formas gruesas, puede ser bastante complicada la predicción de las tasas de enfriamiento.
Ecuación de transferencia de calor en procesos de extrusión
Un cálculo para determinar la transferencia de calor en su proceso puede obtenerse con el uso de la ecuación de transferencia de calor. Esto le da el coeficiente global de transferencia de calor, que es la transferencia de calor entre el polímero y el medio de enfriamiento.
Determinación experimental de coeficientes globales de transferencia de calor
Aunque hay varios datos publicados para los coeficientes globales de transferencia de calor entre polímeros y el medio de refrigeración, generalmente no son específicos para su operación y deben ser determinados experimentalmente. Mediante la sustitución de una situación real de extrusión, puede determinarse el coeficiente global de transferencia de calor (Uo), en esta sencilla fórmula:
Q = U₀A₀ΔT₀ cuando:
Q = la tasa de transferencia de calor (Btu/hr) = lb/hr × calor específico × (temperatura de la masa fundida menos la temperatura de salida).
U₀ = Coeficiente global de transferencia de calor (Btu/hr-ft2 -°F).
A₀ = El área total transversal de transferencia de calor (ft2) = perímetro x ft/hr. ΔT₀ = Diferencial total de la temperatura (°F) = temperatura de la masa fundida menos temperatura de salida.
Conociendo el coeficiente global de transferencia de calor
Una vez que conoce el coeficiente global de transferencia de calor puede sustituir datos reales en esta fórmula para estimar diferentes producciones y/o temperaturas diferenciales para la misma sección transversal.
Sin embargo, al calcular una sección diferente (dimensiones, forma) o un polímero diferente, este cálculo no puede utilizarse. Los cálculos de enfriamiento se vuelven mucho más complicados porque las propiedades térmicas del polímero, más que el medio de enfriamiento, limitan a menudo la transferencia de calor.
El número Biot y la relación entre resistencias internas y externas
Puede utilizar un número Biot (Bi), que compara la relación de la resistencia de calor interno a la resistencia de calor externo en la superficie; indicará si la transferencia de calor interno o externo es el parámetro limitante en la refrigeración. Un producto con un Bi menor que 1 tiene poco gradiente de la temperatura interna y enfría como un cuerpo uniforme.
Cuando el Bi aumenta por encima de 1, la pieza tiene un gradiente térmico progresivamente mayor en la forma, a medida que enfría. Usar un Bi proporciona un análisis rápido y simple en cuanto a si el proceso de enfriamiento lo dominará la transferencia de calor interno a través de la forma del polímero o el medio refrigerante externo.
Número de Biot (Bi) = (coeficiente de transferencia de calor × la mitad de espesor)/conductividad térmica
Coeficiente de transferencia de calor =U₀
Espesor=Ft
Conductividad térmica=Btu/Ft-Hr-°F
Determinación del efecto del polímero en el tiempo de enfriamiento
Para determinar si una forma o grosor diferente del polímero tendrá un efecto significativo sobre el tiempo de enfriamiento, necesita saber el efecto de la transferencia de calor térmico en el polímero. Puede obtener un enfoque aproximado al usar una tabla Heisler o una calculadora en línea para determinar el número Fourier (τ). Con el número Fourier, el efecto del coeficiente de transferencia de calor interna puede ser calculado y separado del coeficiente externo de transferencia de calor.
Número Fourier (τ) = (K/Cs × S.W. × t)/L²
Uso de la tabla Heisler y la temperatura adimensional
Esto se realiza ubicando la "curva" Biot y la temperatura adimensional (θ) en la tabla de Heisler.
(θ) = Temperatura final en el centro- temperatura de enfriamiento/temperatura inicial- temperatura enfriamiento
El número de Fourier se obtiene cuando (θ) y la curva de Bi se intersectan. Se compone de la conductividad térmica del polímero (K), el calor específico (Cs) y el peso específico (S.W.), más la distancia (L) al centro de la forma extruida, y el tiempo de enfriamiento (t). El tiempo puede determinarse por la substitución de las otras variables.
Generalmente no se recomienda usar los números Fourier por debajo de 0.2. Pueden encontrarse en línea las instrucciones completas para el uso y la interpolación de las gráficas Heisler para varias formas. Se pueden hacer ajustes para acomodar el enfriamiento de un lado de un lado, ya sea con tubos, botellas o película soplada.
La tabla Heisler puede aproximar las tasas de enfriamiento a través de amplios datos experimentales y cálculos complejos que requieren un programa de computación y un avanzado conocimiento de matemáticas avanzadas.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Mantenimiento para extrusión de película plana: cómo limpiar dados
Descubra el procedimiento óptimo para el mantenimiento de dados de extrusión de película plana. Proteja su inversión y garantice la calidad del producto final.
Leer Más
Extrusión y ventilación: claves para materiales compuestos
Conozca la importancia de la ventilación en la extrusión de materiales compuestos y cómo resolver problemas comunes en el proceso.
Leer Más
Extrusión de plásticos: proceso, máquinas extrusoras y aplicaciones
Desde la elección del material hasta la producción final, descubra cómo funciona la extrusión de plásticos, los distintos procesos y máquinas extrusoras disponibles y cómo elegir el material ideal según la aplicación.
Leer Más
Extrusión de plásticos: entienda la viscosidad y temperatura de fusión
Comprenda cómo la viscosidad y la temperatura influyen en la extrusión de plásticos y su relación con las curvas de velocidad de cizallamiento.
Leer MásLea a continuación

Enfriamiento en extrusión: ¿cuánta agua es necesaria?
Existe poca información sobre la cantidad de agua necesaria para para enfriar la garganta de alimentación y el husillo. Este artículo explora los desafíos del enfriamiento en la extrusión y proporciona información útil para optimizar el proceso.
Leer Más
Optimización del enfriamiento en la extrusión de láminas de plástico
Explore los factores clave en la selección de torres de rodillos para extrusión de láminas, incluyendo eficacia de enfriamiento, propiedades térmicas y diseño de rodillos.
Leer Más
Turbulencia y transferencia de calor en extrusión
Aprenda cómo la turbulencia del refrigerante en la extrusión impacta la transferencia de calor y la eficiencia del proceso de producción.
Leer Más