Papel del tornillo en moldeo por inyección: opciones y errores comunes
Aprenda sobre las secciones de alimentación, transición y medición en el tornillo, y cómo transforman el granulado plástico en moldeo por inyección.



Este artículo revisará la parte del tornillo del sistema de manejo del material fundido.
Usted puede estar pensando “¿por qué debo aprender acerca del tornillo y su papel en el proceso de moldeo por inyección? ¡Estoy construyendo el molde, no fabricando las piezas!” Bien, consideremos lo siguiente: ¿Ha cambiado alguna vez el molde por petición de un cliente (moldeador) sólo para volver a cambiarlo después? ¿Ha buscado rebabas que iban y venían, a pesar de su molde estaba tan bien preparado? ¿Ha experimentado con dimensiones de piezas inexplicables e inconsistentes a tasas de contracción inesperadas del moldeado?
Entonces comprueba el molde de acero y calcula la contracción para ver que todo está correcto, pero ¿aún está moldeando una pieza que está fuera de especificación? Si usted contestó sí a uno de estas preguntas, existe la posibilidad que se esté utilizando el tornillo equivocado, o fue incorrectamente utilizado para su aplicación.



En el complejo proceso de moldeo por inyección, el tornillo reciprocante es sólo un elemento a considerar cuando se está haciendo una ingeniería de la aplicación o un análisis de las causa originales, pero la comprensión de la terminología del tornillo y los fundamentos de la aplicación evitarán problemas de moldeado, ofreciendo un desempeño predecible y un proceso confiable.
Fundamentos del tornillo en una máquina de moldeo por inyección
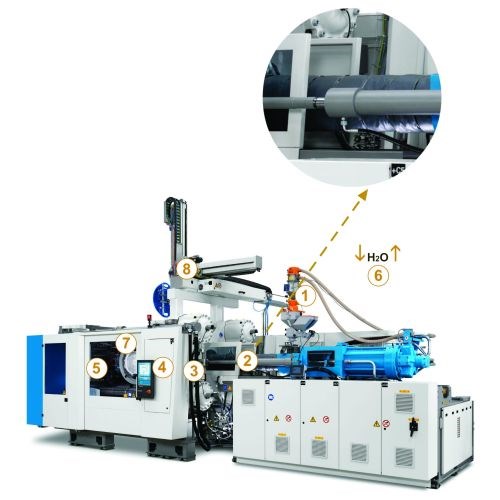
En la parte de montaje del tornillo del sistema de moldeo por inyección, el granulado plástico se transforma desde un estado sólido a un fluido (conocido como fluido no-newtoniano). Esta transformación se produce cuando el granulado viaja a través de las tres principales secciones del tornillo:
- La sección de alimentación, a través del cual el granulado se introduce en el tornillo.
- La sección de transición, en la que el granulado comienza a transformarse de sólido a líquido. Esta transformación física sucede cuando distintas fuentes de energía se aplican al mismo tiempo al fundido. La resina entonces se comprime físicamente a medida que el volumen decreciente en los filetes del tornillo (generalmente se vuelve menos profunda) genera energía de cizalla (fricción de una capa de plástico sobre otra). Cuando esto se combina con la energía de los calentadores de cilindro, pueden controlarse, como estaba previsto, la condición térmica de la temperatura de la masa fundida y la consistencia.
- La sección de medición, que es la etapa final donde la resina fundida es orientada y medida en la parte delantera del tornillo. Esta resina fundida entonces espera aquí a que se inyecte en el molde. En caso de que haya contaminación o degradación, las piezas moldeadas mostrarán inconsistencias.
Opciones de tornillo y errores comunes
Existe una serie de ensambles de tornillo, recubrimientos, tipos de acero y tipos de tornillos para el moldeo por inyección. La figura 1 muestra tres tipos de tornillo diseñados para un funcionamiento y aplicaciones específicas. En la selección del tornillo apropiado, el equipo de ingeniería de proceso del moldeador debe, en primer lugar, considerar los requisitos de la pieza y los volúmenes. La comprensión (o la falta de comprensión) de la máquina de moldeo puede tener un impacto importante en el funcionamiento del molde, así como en cualquier análisis de las causas y su corrección.
Un fallo simple y común entre procesadores de moldeo por inyección es probar un molde en una máquina con un tipo de tornillo, luego poner ese molde en otra máquina con tonelaje igual o similar, pero con una configuración de tornillo y capacidad de inyección diferentes para la segunda prueba o producción, y esperar el mismo resultado.
Otro error común ocurre con la condición de la masa fundida. La energía aplicada al plástico se llama conductividad térmica. La tasa en la que la energía está siendo liberada por el plástico se llama difusividad térmica. Cuando la energía se aplica correctamente, se logra la condición de fundido esperada, pero cuando se aplica incorrectamente, los resultados del fundido varían, y el proceso no es fiable.
El levantamiento de capas, como se muestra en la figura 2, puede provocarse por fallas de los equipos, como bandas calentador quemadas, diseño incorrecto del tornillo o mal mantenimiento del equipo, que permite que entren contaminantes a las piezas. La figura 2 muestra claramente la resina que se degrada antes de ser introducida en la cavidad del molde.
El tipo de tornillo versus la capacidad de inyección es otra área de preocupación para los procesadores de moldeo por inyección y los fabricantes de moldes. Conocer la zona volumétrica del tornillo es clave para entender el tiempo que tarda la resina en la transición de sólido a fluido. Al seleccionar una prensa (o múltiples máquinas) para ejecutar las pruebas y la producción, la unidad de inyección debe dimensionarse por los requisitos de la aplicación.
El montaje del tornillo y de la válvula es también crítico. El método más ampliamente utilizado para la calcular el tamaño de la unidad de inyección es la regla del 80-20, que se basa en la capacidad de inyección de la máquina. Un método alternativo utiliza el área volumétrica del tornillo para calcular el tiempo de residencia y el tipo disponible de la resina.
Este inventario sustituye la capacidad de inyección con base en la regla 80-20. Se puede conseguir el cálculo del inventario de la empresa proveedora de tornillos. La regla 80-20 combinada con la capacidad total de inyección le dice si puede llenar una cavidad, pero no asegura resultados previstos de calidad. El uso del cálculo del área volumétrica le ayudará a moldear piezas con el fundido en el estado previsto y le dará un mayor grado de repetibilidad.
Todas estas consideraciones para examinar el papel del tornillo en el proceso del moldeo por inyección nos recuerda la definición de locura de Albert Einstein: "locura: hacer lo mismo una y otra vez y esperar resultados diferentes." ¡Empiece a pensar en su proceso de manera diferente y cambie los resultados!
FIGURA 1
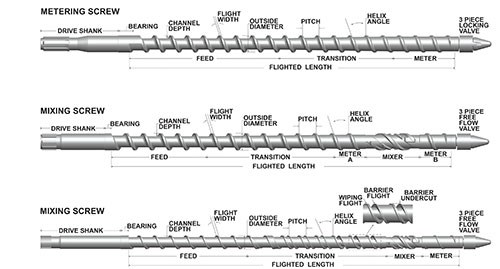
Todos estos tres tipos de tornillo muestran las tres secciones principales de un tornillo: alimentación, transición y medición. Figura cortesía de Reiloy Westland.
FIGURA 2

Este ejemplo de levantamiento de capas está marcado por el material "marrón" degradado que forma una capa. El plástico fue retirado de la entrada de un colector de canal caliente inmediatamente después del tornillo. Imagen cortesía de Rich Oles.








Contenido relacionado

Acoplamiento en moldeo: puntas de boquilla y manguitos de bebedero
Examinamos por qué un mal acoplamiento entre la punta y el manguito afecta el moldeo por inyección. Aquí veremos qué buscar y cómo solucionarlo.
Leer Más
Factores clave para estimar tiempo de ciclo en moldeo de plásticos
Descubra los 14 factores cruciales que influyen en la estimación del tiempo de ciclo en moldeo. Conozca un nuevo recurso gratuito que puede ser útil.
Leer Más
Conceptos básicos de tornillos para moldes de inyección
¿Quiere evitar pérdidas en la producción? Aprenda todo lo que necesita saber, en términos de diseño, para elegir y utilizar los tornillos de inyección adecuados.
Leer Más
Tratamientos químicos en sistemas de transferencia de calor
Entienda el riesgo de biofilmes y corrosión en sistemas de agua y cómo un tratamiento químico adecuado puede extender la vida útil de su equipo.
Leer MásLea a continuación

Cómo instalar una máquina de inyección de plásticos: guía completa
¿Instalación de una máquina de inyección en el horizonte? Asegúrese de conocer todos los detalles importantes para maximizar la eficiencia y minimizar el tiempo de inactividad.
Leer Más
Optimice la temperatura de la masa fundida en moldeo por inyección
Se necesita una masa fundida homogénea para obtener piezas con una calidad constante, pero para conseguirla es indispensable equilibrar una serie de factores, como la utilización del cilindro y la temperatura, además de la velocidad del husillo, la contrapresión y el tiempo de residencia. Aprenda a preparar su masa fundida para un moldeo exitoso en esta serie de dos partes.
Leer Más
Conceptos básicos de tornillos para moldes de inyección
¿Quiere evitar pérdidas en la producción? Aprenda todo lo que necesita saber, en términos de diseño, para elegir y utilizar los tornillos de inyección adecuados.
Leer Más