Formadoras y prensas de corte tienen un cambio completo de imagen
NPE2015 Wrap-Up
Eficiencia en operación, flexibilidad y cambios rápidos fueron los grandes temas en nuevos equipos en la feria.





Para formar partes transparentes en PP, un nuevo estudio muestra un rendimiento superior en haze, distribución del material, y resistencia al aplastamiento con plugs sintácticos en comparación con plug de polímero sólido.

La nueva prensa de corte Elite Series de Brown está equipada con una serie de características de vanguardia diseñadas para ofrecer mayor velocidad, precisión superior del corte, mayor vida útil de la herramienta, facilidad de mantenimiento y cambios más rápidos.
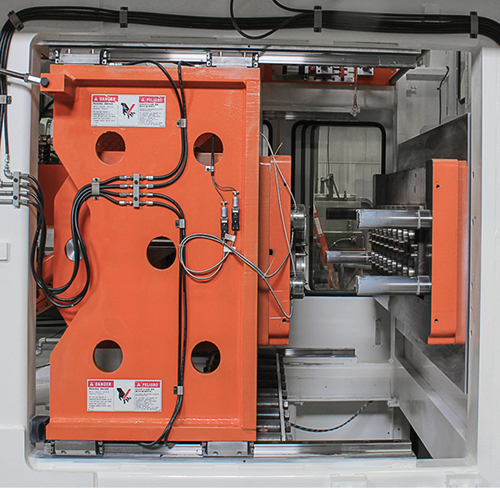
En la nueva prensa de corte de Brown, un sistema opcional pendiente de patente con varilla de conexión (se muestra retraída) ofrece cambio rápido y fácil mantenimiento.
Al igual que todos los demás procesadores, las termoformadoras están buscando maneras de aumentar su productividad y eficiencia, y mostrar la feria NPE2015 de marzo ofreció una variedad de opciones, en estaciones de formado y corte para lograr estos objetivos. En este artículo se informa sobre nuevas introducciones de tecnología que no están cubiertas en ediciones anteriores, como nuestra vista previa de noticias termoformado de marzo en la NPE.
NUEVOS FORMADORES



La termoformadora SS454 de alta velocidad de Lyle Industries cuenta con potentes y precisas unidades de doble servo en cada placa, que al parecer asegurar movimientos de placa suaves y equilibrados, junto con la apertura y de cierre rápidos del molde. Se alcanzan fuerzas extremadamente altas mediante los mecanismos de la estación, proporcionando definiciones óptimas de las partes, según la compañía.
El diseño de alta resistencia puede manejar 100 psi o mayor presión de aire con desviación mínima, mientras las palancas con rodamientos proporcionan una larga vida útil y estabilidad excepcional de la placa. La máquina también cuenta con lo que Lyle llama "válvula de próxima generación", válvulas de presión de formación y de vacío de alto flujo que son 65% más pequeñas en el diseño pero con tasas de llenado y de evacuación 40% más rápidas que las válvulas de la generación anterior.
Las opciones incluyen unidades de plug con servo superior o inferior con tecnología de tornillo; un paquete de herramientas de cambio rápido; válvulas servo-controladas; y el control de calentador del plug.
PRENSAS DE CORTE
Brown Machine debutó con una gran cantidad de productos en la feria. Entre ellos se destacó la línea LS-Elite Series de prensas de recorte horizontal servo-conducidas. La serie está equipada con una serie de características que ofrecen mayor velocidad, precisión superior, una mayor vida útil de la herramienta, facilidad de mantenimiento y cambios más rápidos.
Estas nuevas máquinas cuentan con un ensamble equilibrado del marco principal, sistemas de guía de placas lineales mejorados, sistemas de contrapeso, sistemas avanzados de canopy, sistemas de servo-alimentación de leva, pedales servoaccionados, eyectores servo, y sistemas de conducción eficientes. Según los informes, están diseñados para correr rápido sin sacrificar la calidad del corte o la durabilidad de la máquina.
Para cambios de herramientas más rápidos, Brown ha diseñado nuevas características y cuenta con componentes rediseñados para lograr, según la compañía, los mejores tiempos de cambio en la industria. Estas innovaciones incluyen guardas de seguridad completos que proporcionan un fácil acceso para el mantenimiento y cambio del herramental, capacidades de carga lateral, ajuste de manivelas EZ, ajuste del paralelismo de las placas, varillas de liberación de conexión, elevación de pedal, retracción del dosel, y controles automatizados para posicionamiento de herramientas.
La serie Elite es capaz de alcanzar velocidades superiores a los 175 golpes/min y tiempos de cambio menores de 30 min. Las características estándar incluyen las siguientes:
• Interfaz Allen-Bradley Panelview con control de la máquina Compact Logix, acoplado con servomotores de alta velocidad / torque y unidades de Yaskawa, que proporcionan un control completo del ajuste de la prensa en todo el rango de velocidad y potencia. Los controles de la prensa emplean programación de arquitectura abierta de fácil uso con el software y componentes no propietarios.
• Un diseño equilibrado del marco tiene control de nivelación de precisión y un conjunto de almohadillas para absorción de vibraciones. Rediseñadas este año, la estructura metálica tubular y las placas son revenidas y mecanizadas para optimizar el equilibrio, la guía y apoyo. La superestructura también incluye estabilizadores frontales y configuraciones de almohadillas ajustables para la nivelación precisa y absorción de movimiento.
• Diseño con extensión, con rodamientos de bolas lineales precargados que proporcionan una precisión extrema y vida de la matriz ampliada. La placa móvil tiene mayor profundidad para minimizar la deflexión, permitiendo que los rodamientos sean más distanciados. Junto con la utilización de rodamientos de bolas precargados, ofrece casi cero desviación a pleno tonelaje y mayor rigidez, lo que prácticamente elimina la inclinación en condiciones de corte o ajuste con carga fuera del centro.
• Roldanas Crank que incorporan dientes de los engranajes y las correas dentadas para un rendimiento positivo y deslizamiento cero entre la polea del cigüeñal y el sistema de accionamiento para impulsar el control de potencia y velocidad. Las correas dentadas también mantienen la característica de diseño de absorción de impactos que se transfiere por el sistema de accionamiento durante el ajuste.
• puertas de deslizamiento de larga duración y protección en los laterales de la nueva prensa de corte y puertas con bisagras de seguridad para protección en la parte delantera y trasera para evitar el acceso del operador dentro de la máquina durante la operación. Este diseño mejorado también proporciona una fácil entrada y accesibilidad durante las funciones de cambio y mantenimiento de herramientas.
Varias opciones de patente pendiente también están disponibles. Entre ellas están el sistema EZ para cambios más rápidos en la prensa. Un dispositivo mecanizado dentro de las poleas de cigüeñal o volantes que permite a la manivela de lanza ser fácilmente trasladada a una nueva posición de la carrera.
Durante el cambio, los cambios de carrera se llevan a cabo en tres pasos sencillos: Se quitan los tornillos del sistema de la biela y perno de tope; un tornillo de ajuste permite desplazar a la manivela a la configuración de carrera deseada; y luego se vuelven a colocar los pernos de biela y perno de tope de localización. Este nuevo diseño es considerablemente más fácil que el método tradicional de remoción de la manivela, el posicionamiento de los componentes manualmente a la nueva posición de la carrera, y luego asegurar la lanza en la nueva posición.
Otra opción es una varilla de conexión para cambios más rápidos y facilidad del mantenimiento. Este nuevo diseño incorpora una característica de liberación dentro de la barra de conexión que permite que el plato móvil se abra más lejos que la carrera preseleccionada de la prensa. El conjunto de herramienta de corte se puede retirar desde el lado de la prensa sin desmontar las varillas de expulsión individuales.
Otra ventaja es la capacidad de mantener juegos de troqueles en la prensa. Generalmente con componentes huecos diseñados para recortar en una carrera corta y la placa móvil totalmente abierto, prácticamente no hay espacio entre el punzón y el troquel. El sistema de liberación de distancia proporciona la capacidad de retraer la placa móvil más hacia atrás, proporcionando un amplio espacio para el mantenimiento del ensamblaje de corte sin tener que quitar la herramienta de corte de la máquina.
Otra opción adicional es un sistema de enlace neutral para proporcionar condiciones de contrapeso verdaderos a alta velocidad. El sistema incorpora múltiples configuraciones de carrera para permitir el ajuste del recorrido del contrapeso ycompensar de manera óptima el peso combinado del plato móvil y las herramientas. Como resultado, Brown dice que los termoformadores pueden aumentar o disminuir la carrera de contrapeso en relación con el aumento o disminución de la carrera de movimiento de la placa. La adición de esta capacidad elimina la necesidad de correr con un contrapeso fijo en la carrera en una condición seriamente desequilibrada o tener que agregar o quitar el peso del sistema de contrapeso.
También se ofrecen como opciones unas nuevas funciones de prensa de corte y control de protección del herramental, que pueden monitorear el tonelaje, el corte y la temperatura en tiempo real para garantizar los parámetros de operación óptimos. Otra novedad es un sistema de canopy avanzado para guía positiva; control de lazo y posicionamiento para la transferencia de la termoformadora para el sistema de alimentación de la prensa de corte; un sistema eyector servo actualizado para una mayor rigidez y mayor rendimiento; sistema de accionamiento actualizado para accionamiento positivo y menor flexión; y un ascensor de pedal actualizado para la elevación más suave con la placa en movimiento en cualquier posición.
Brown ha vendido tres unidades y dos más están en construcción.
Mientras tanto, la nueva serie LR de prensas de corte de Thermoforming Systems LLC presenta estructuras soldadas y marcos revenidos para acomodar las cargas de recorte requeridos en cada uno de los modelos de prensa horizontal y vertical. En las prensas horizontales están disponibles configuraciones de corte delantera y reversa, así como ruedas de agarre servo accionadas o alimentación servo alimentada. Los modelos verticales cuentan con ruedas índice servo proa y popa para una máxima velocidad y la precisión en la indexación. Están disponibles también el movimiento paralelo de pedal, servo expulsión, y la integración con la automatización de aguas abajo.
CAMBIOS DE ROLLO MÁS RÁPIDOS
La alemana Gabler, que está representada en el stand de Lyle, discutió un dispositivo para cambios de rollos de lámina llamado Lift. Gabler dice que la unidad automatizada ofrece a los termoformadores menores interrupciones en la producción, facilitando los cambios de rollo a rollo en operaciones de conformado fuera de línea. El Lift puede manejar rollos hasta 2.000 mm de diámetro con un peso de hasta 4.400 libras. La velocidad se puede alinear a la máquina de termoformado para asegurar desenbobinar suavemente el rollo.
Gabler también discutió la nueva generación de precalentadores de alta eficiencia de lámina, dirigidos en particular al PP, otras poliolefinas, y aplicaciones de coextrusión.
Como Gabler lo explica, el factor más importante en la formación de poliolefinas fuera de línea es la temperatura del centro de la lámina. Gabler ofrece dos soluciones, que llama la 2heat y 4play. Cada sistema ofrece tambores de gran diámetro adicional y calentamiento uniforme de las circunferencias de tambor, para asegurar la transferencia de calor en la lámina mientras que proporciona la distribución uniforme de la temperatura en el núcleo. Un túnel de calor integrado evita una pérdida de temperatura de la lámina antes de entrar en la formadora.
Cualquier unidad se puede utilizar con cualquier tipo de formadora. El 2heat está orientado para láminas de anchos hasta 640 mm, mientras que el 4play es adecuado para una más lámina más ancha (800 a 13.300 mm), en operaciones de rendimiento superior. Ofrece un sistema de alimentación automática para arranques más rápidos. Con cada dispositivo, los tambores tienen una capa protectora y se puede acceder fácilmente desde todos los lados para la limpieza.
ESTUDIO DE FORMADO ASISTIDO CON PLUG
En NPE2015, CMT Materials Inc. dio a conocer los resultados de un estudio que muestra que los plug sintácticos espumados ofrecen mayores ventajas de rendimiento que los plug de asistencia con polímero sólido para termoformado de partes transparentes en PP. Con la medición de la influencia de los diferentes materiales de los plug de formado asistido, los científicos de CMT encontraron mejorías estadísticamente significativas en la opacidad (haze), la distribución del material, y la resistencia a la compresión de piezas termoformadas en PP que utilizaron plugs sintácticos espumados. La calidad de la superficie del plug, que se vio afectada por el mecanizado y las técnicas de pulido, también fue identificada como un factor crítico.
Ensayos de termoformado con lámina de PP de 0.055-in. (1.39 mm), clarificada con Millad NX 8000 de Milliken, se corrieron en uVu Technologies, Boca Raton, Fla., para determinar si el copolímero sintáctico espumado Hytac-C1R de CMT Materials podría proporcionar todos los beneficios de la espuma sintáctica sin la pérdida en las propiedades ópticas en comparación con polímeros sólidos, tales como polieterimida (PEI) y acetal.
La parte formada era un vaso de 3.5 pulgadas (89 mm) de altura, de diámetro interior de 2,6 pulgadas (66 mm) y un diámetro inferior de 2 pulgadas (51 mm), lo que resulta en una relación de estiramiento de 3,4.
El Hytac-C1R produjo vasos con una opacidad 20% menor en comparación con el PEI. La formación de vasos con C1R lugar de PEI también dio lugar a un aumento del 10% en el peso del vaso. Además, los vasos formados con C1R pesaron 3% más que los formadas con acetal.
"Hytac-C1R tiene una base de copolímero de alta fricción, lo que maximiza la capacidad de empujar material de la lámina en la herramienta en comparación con otros materiales de plug", señala Kathleen Boivin, ingeniero de materiales en CMT. La formación con el material aumenta el espesor mínimo de pared lateral en un 28% en comparación con el PEI y el 20% contra acetal. Para los termoformadores, el espesor de la pieza está relacionado con la resistencia a la compresión.
"El envase tiene que sobrevivir a su uso previsto, sin ningún signo de fracaso", explica Boivin. "Por ejemplo, un vaso transparente para bebidas necesita ser lo suficientemente rígido para evitar el pandeo y el derrame cuando se aplica la tapa, y una cesta para frutas necesita ser lo suficientemente fuerte como para sobrevivir el apilamiento de los contenedores llenos para evitar dañar los contenidos frágiles."
El aumento de peso del vaso y el espesor mínimo de pared lateral obtenido con el material de CMT dio lugar a 31% mayor resistencia a la compresión en comparación con plugs hechos de PEI, según el estudio. En última instancia, el Hytac-C1R dio lugar a propiedades ópticas equivalentes o mejorados vs. PEI y acetal, al tiempo que mejora la distribución del material y produce vasos más fuertes.








Contenido relacionado

SPE honra el legado de Don Hylton en termoformado
La SPE reconoce a Don Hylton como Termoformador del Año 2025, destacando su trayectoria y contribuciones al avance de la industria del termoformado.
Leer Más
PolyFlex expande su producción en México con nueva planta en León
PolyFlex, una empresa del Grupo Nefab, abre planta en Guanajuato, expandiendo su oferta de empaques sostenibles y retornables para vehículos eléctricos y sectores industriales.
Leer Más
Inpak presenta en NPE su serie TS de máquinas de termoformado
Las máquinas para termoformado de la serie TS que Inpak destaca en NPE2024, ofrecen alta confiabilidad y rendimiento junto con bajos costos de mantenimiento.
Leer Más
SPE lanza convocatoria para la competencia bienal de piezas
La fecha límite para la presentación de piezas termoformadas para esta competencia, que este año incluirá dos nuevas categorías, es el 23 de septiembre.
Leer MásLea a continuación

THERMOFORMING AT NPE: Machines Get Faster, More Flexible & Precise
They’re more energy-efficient, as well.
Leer Más
Cambio de paradigma en la inyección de cubetas
StackTeck y Avance Industrial unieron su conocimiento técnico en moldeo por inyección para romper paradigmas en la fabricación de cubetas. Así, demostraron una poderosa combinación de tecnologías de molde, máquina y enfriamiento que les permitió llegar a un ciclo de producción de tan solo 13 segundos para cubetas estándar.
Leer Más
Soluciones tecnológicas para la circularidad de los empaques plásticos
Proveedores de tecnologías para la industria de plásticos, miembros del Compromiso Global liderado por la Fundación Ellen MacArthur, enfocan sus recursos de innovación hacia la creación de soluciones que permitan reciclar y reutilizar el 100 % de los empaques plásticos. Conozca algunas de estas aplicaciones.
Leer Más