Optimización de lámina delgada para termoformado en línea
El procesamiento de lámina delgada para termoformado en línea plantea desafíos únicos. Aquí explicamos cómo hacerles frente.



La configuración de rollo más eficaz para la producción de láminas delgadas es el arreglo de rodillos de laminación horizontal.
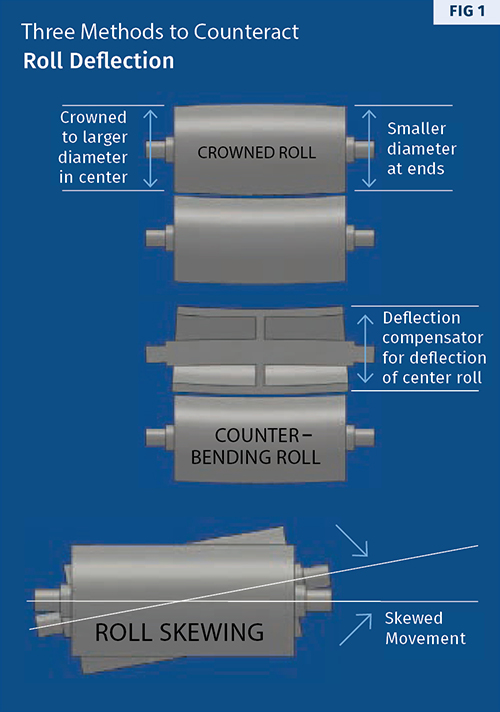
A medida que la lámina pasa a través del rodillo nip, ejerce una fuerza a través de todo el ancho de la cara del rodillo. Esto puede provocar que el rodillo se deflecte en condiciones de operación. Se muestran a la izquierda tres métodos para contrarrestar este efecto.
A medida que la cortina de fundido sale de los labios del dado de lámina, es fundamental introducirla directamente en el nip primario sin poner en contacto el rodillo delantero o inferior. Cualquier contacto causa marcas prematuras del fundido, dando a la lámina un pulido disparejo e imperfecciones en la superficie.

Los arreglos de laminación horizontales con múltiples nip proporcionan un enfriamiento uniforme en todo el espesor de la lámina, lo que resulta en lámina clara, libre de estrés.
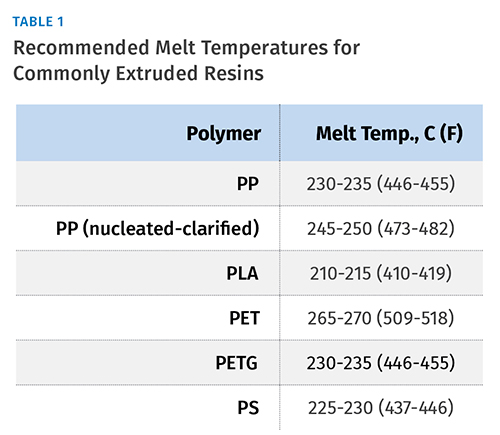
Temperaturas recomendadas de fusión para resinas de extrusión.
Existen incentivos operativos y financieros para que una termoformadora funcione con lámina extruida en la misma planta y configurar el sistema para termoformado en línea de PET, PP y PS.
La lámina de doble pulido con unos 200 micrones (de 8 milésimas de pulgada) de espesor se clasifica como calibre delgado, y su extrusión presenta desafíos especiales. En este artículo examinaremos los factores clave que se deben considerar para la extrusión de lámina de calibre delgado sin problemas junto con el termoformado en línea.



Consideraciones de materias primas
Es extremadamente importante entregar masa fundida a una temperatura y velocidad de flujo uniformes en las direcciones transversales y sentido máquina cuando se produce lámina de calibre delgado. Esto requiere que la variabilidad en la materia prima se minimice.
Dependiendo de la forma de la pieza a ser termoformada a partir de la lámina, el proceso puede generar hasta 70% de molido. Para hacer el proceso general económico, todo el material triturado se reutiliza en extrusión de láminas. La cantidad de material molido usado y su densidad aparente afectan la uniformidad del material de entrada.
Estas variaciones en la materia prima pueden causar variaciones en el cabezal de presión, que deben ser minimizadas (± 50 psi). El tornillo de la extrusora debe ser diseñado para procesar variaciones de densidad aparente tan altas como 50% a 100%. Además, se instalan en la línea una bomba de engranajes, un mezclador estático, y la válvula de contrapresión aguas arriba de la bomba de engranajes para mejorar la homogeneidad de la masa fundida que se entrega al dado.
Repetición y estabilidad en el proceso de termoformado
La ventana operativa de proceso para la producción de lámina de calibre delgado es más estrecha que para la lámina de gran espesor. Por ejemplo, la falta de uniformidad en la temperatura de fundido entregada al dado de lámina puede causar congelación prematura de la masa fundida que entra en nip inicial. Cualquier fundido “congelado” que entre al nip resulta en calidad de la superficie desigual de la lámina debido al pobre pulido con los rodillos.
Es importante que la temperatura de fundido sea uniforme dentro de una banda estrecha a través del ancho de la lámina y con el tiempo de día a día para mantener la calidad de la lámina.
Las temperaturas en la extrusora y componentes aguas abajo, incluyendo tuberías de fundido, cambiador de filtros, bomba de engranajes, y dado deben mantenerse dentro de límites controlados con precisión. Los ajustes de temperatura de los rodillos cromados también tienen que ser lo suficientemente altos para evitar la congelación rápida en el rodillo medio. La Tabla 1 enumera las temperaturas de fusión típicas de diversos materiales.
El control preciso y la coordinación de las velocidades de los rodillos es muy importante para producir lámina delgada de alta calidad utilizando diferentes materiales. Las velocidades de los rodillos deben mantenerse dentro de ± 0,05 hasta 0,10% de la velocidad base.
Un control pobre de la velocidad de los rodillos introducirá orientación y líneas en dirección transversal indeseables en forma de marcas de vibraciones debido al estiramiento descontrolado de la lámina. La tensión adecuada se mantiene en lámina controlando las velocidades relativas de los rodillos cromados y haladores principales. Esta tensión debe estar en el rango de 2 a 4 libras/pulgada lineal a través del ancho de la lámina.
Monitorear la distancia del labio del dado al NIP
Es deseable reducir al mínimo la distancia entre la salida el labio del dado y el nip de rodillos, que es típicamente de 4 a 8 pulgadas, dependiendo del tamaño de la línea. Esto se vuelve aún más importante cuando se extruye lámina de calibre delgado.
El polímero fundido que sale del dado se expone al aire y tiende a congelarse antes de tiempo, lo que impide el pulimento uniforme en la pila de rodillos. Además, una distancia más larga a la línea de contacto del rodillo puede dar lugar a estrechamiento excesivo del ancho de la lámina. Esto puede introducir orientación indeseable en la lámina y puede crear un reborde en el borde de la lámina que impide el pulido en los bordes de las láminas y resulta en mayor espesor del borde.
Bordear el perfil del dado de lámina y el uso de un rodillo de menor diámetro ayuda a traer los labios del dado más cerca de la línea de contacto del rodillo primario. Cuando se utilizan restrictores de flujo externos, estos sobresalen del labio del dado y evitan el acercamiento del dado. Se recomienda el uso de restrictores internos para controlar el ancho de la lámina, permitiendo de esta manera acercar el labio del dado al nip.
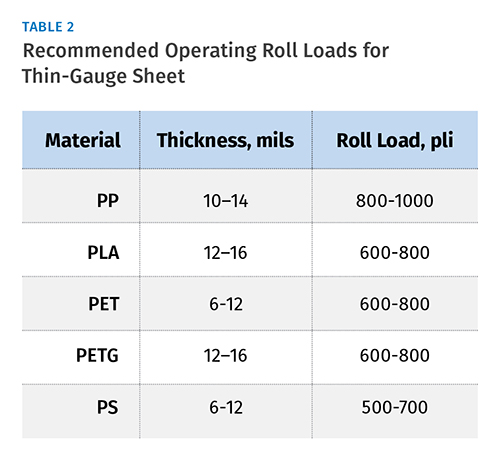
El pulido de lámina de calibre delgado requiere elevadas fuerzas de cierre de los rodillos. La tabla 2 enumera las cargas recomendados para hacer lámina de calibre delgado de alta calidad. Correr a estas cargas altas requiere que los rodillos estén diseñados y construidos adecuadamente.
Las tolerancias de los rodamientos tienen que cumplir con los requisitos más estrictos. Se utilizan rodamientos de rodillos cónicos esféricas C1 para proporcionar un descentramiento indicado total (TIR) de 0,0005 pulgadas. El ensamble general de los rodillos necesita operar mientras se mantiene un intersticio de separación precisa, con cargas pesadas que se aplican para pulir la lámina. Esto también requiere superficies de los rodillos muy pulidas, típicamente a 0,5 Ra o mejor.
Desviación del rodillo
Debido a limitaciones de diseño, la fuerza de cierre de los rodillos se ejerce sobre los extremos de los rodillos en los que se apoyan. A medida que la lámina pasa a través del nip del rodillo, ejerce una fuerza a través de todo el ancho de la cara del rodillo. Esto puede provocar que el rodillo se desvíe bajo condiciones de operación.
La deflexión resulta en una banda gruesa alrededor del centro de la lámina. Como el calibre global de la lámina es sólo 10 milésimas de pulgada, incluso un cilindro de desviación de 2 mil se mostrará como una variación del 20% en espesor de la lámina. La variación objetivo de calibre en la lámina es típicamente ± 3%.
En la figura 1 se ilustran tres métodos empleados para contrarrestar la deflexión del rodillo. El primero es coronando el rodillo con un diámetro mayor en el centro, lo que tiene el efecto de compensar la desviación del rodillo en el centro. Este método funciona para un proceso y material específico. Sin embargo, no proporciona una solución eficaz cuando la magnitud de la deflexión del rodillo cambia.
El segundo método es rodillos contra-flexión, que se producen con una construcción más rígida en el centro del rodillo. Este enfoque también funciona en las condiciones de diseño, pero tiene una ventana de operación estrecha. Las fuerzas de cierre de rodillos para este diseño están limitadas a 800 pli debido a constantes de resorte y otras consideraciones de diseño.
El tercer método es inclinar el eje del rodillo en una cantidad controlada. Esto aumenta la separación de los rodillos preferentemente en los bordes, mientras se mantiene sin cambios en el centro. Mediante el uso de esta técnica, la cantidad de inclinación del rodillo se ajusta con el grado de deflexión del rodillo en el centro. Esto proporciona un espesor uniforme de la lámina para una amplia gama de espesores de material y condiciones de operación.
Minimizar la caída o descuelgue de la lámina
A medida que la cortina de fundido sale de los labios del dado de lámina, es fundamental introducirla directamente en el nip primario sin poner en contacto el rodillo delantero o inferior. Cualquier contacto causa marcas prematuras del fundido, dando a la lámina un pulido disparejo e imperfecciones en la superficie.
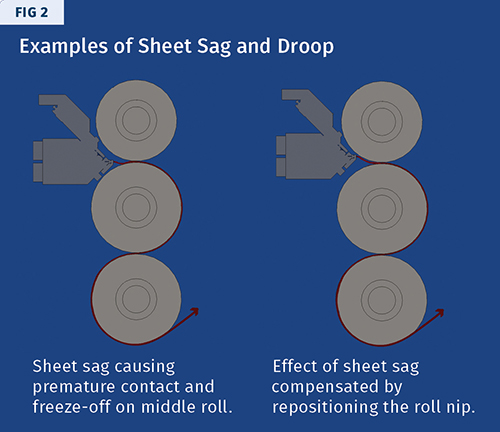
Se utiliza a menudo una pila de rodillos o calandra vertical debido a su aplicabilidad a diversos materiales y calibres. Como se muestra en la Fig. 2, los rodillos están colocados verticalmente y la cortina de masa fundida entra en la línea de contacto en una orientación horizontal.
La gravedad hace que la masa fundida se descuelgue y entre en contacto con el rodillo de la mitad antes de entrar en el nip primario, lo que resulta en la congelación parcial de la masa fundida antes de ser pulida en el nip. Para la producción de lámina de calibre fino, los efectos de la gravedad en una configuración de calandra vertical son de particular preocupación. Una manera de abordar esto es posicionar la línea de nip ligeramente más baja que el labio del dado, como se muestra en la Fig. 2.
El J-stack es una configuración alternativa de la calandra de laminación. En este caso, la cortina de masa fundida entra en los labios del dado en un ángulo de 45 ° con la vertical. Esto reduce parcialmente los efectos de la gravedad y proporciona una envoltura adicional alrededor del rodillo central para una mayor refrigeración.
La configuración de rodillos más eficaz para la producción de láminas de calibre delgado es la calandra de laminación horizontal. Aquí, la cortina de fundido entra en el nip primario de forma vertical.
En consecuencia, se eliminan los efectos desfavorables de descuelgue y caída. Asimismo, proporciona una ventana de proceso más amplia para posicionar el banco de material fundido (rolling melt bank) en la entrada del nip contra el rodillo central.
Si se requiere una lámina ópticamente transparente, libre de estrés, como en las aplicaciones de formado, llenado y sellado de PP, los mejores resultados se obtienen con una configuración con múltiples rodillos de menor diámetro. La calandra de laminación Super G Multi-Nip de PTi cuenta con dos rodillos de 18 pulgadas de diámetro y otros cinco rodillos de 12 pulgadas de diámetro, que proporcionan un enfriamiento uniforme de la lámina en todo el espesor, lo que resulta en una lámina transparente, libre de estrés.
Cuando se utiliza un arreglo de rodillos vertical, una barra de aire se puede instalar en la parte inferior del dado para soplar aire hacia arriba contra la cortina de masa fundida. Esto ayuda a posicionar el banco de fundido contra el rodillo medio y minimiza los efectos de la congelación rápida de la lámina antes de entrar en la línea del nip.








Contenido relacionado

¿Qué es el termoformado de plástico?: proceso, maquinaria y aplicaciones
Un recorrido detallado por el proceso de termoformado, desde el calentamiento hasta el enfriamiento. Explore los diferentes tipos de maquinaria para termoformado y cómo influyen en la calidad y eficiencia de la producción.
Leer Más
Conferencia bienal de termoformado de SPE cambia de fechas
Bajo el lema "Navegando el futuro, honrando el pasado", la próxima Conferencia de Termoformado de la SPE se realizará en Atlanta en mayo de 2025.
Leer Más
Brentwood Industries expande su capacidad de manufactura en Tijuana
Brentwood construye un centro de desarrollo para termoformado en Tijuana con lo que busca reforzar su capacidad de producción y mejorar los tiempos de entrega.
Leer Más
ProAmpac presenta solución sostenible para empaques flexibles
Se trata de ProActive Recyclable FibreSculpt, una tecnología de fibra reciclable de alta barrera para aplicaciones de termoformado para el evasado flexible de alimentos.
Leer MásLea a continuación

Reciclaje de termoformados de PET: Green Impact Plastics y RIISA
Después de seis meses de trabajo conjunto, Green Impact Plastics y RIISA compartieron datos de su experiencia en materia de segregación para el reciclaje de termoformados de PET, un mercado que va en franco crecimiento en Norteamérica.
Leer Más
¿Qué es el termoformado de plástico?: proceso, maquinaria y aplicaciones
Un recorrido detallado por el proceso de termoformado, desde el calentamiento hasta el enfriamiento. Explore los diferentes tipos de maquinaria para termoformado y cómo influyen en la calidad y eficiencia de la producción.
Leer Más
Consejos para mantener la vida útil de su máquina de termoformado
Solo un pequeño número de ajustes regulares puede marcar una gran diferencia en el rendimiento de su máquina termoformadora. Estos son algunos consejos y recomendaciones para la solución de problemas.
Leer Más