Extrusión: resuelva problemas de estabilidad de salida
Aprenda cómo el ajuste de la longitud llena en la zona de dosificación y la presión del cabezal pueden mejorar el rendimiento de una extrusora.
.jpg;width=70;height=70;mode=crop;format=webp)



En mis columnas anteriores, hablé sobre cómo usar las ecuaciones de flujo de presión y arrastre para analizar el rendimiento de un extrusor. Esas mismas ecuaciones pueden usarse para analizar ciertos problemas de estabilidad de salida.
Si la salida tiene fluctuaciones rítmicas, la causa es casi siempre una sección vacía en la zona de dosificación. Se requiere una longitud específica llena en la zona de dosificación para proporcionar estabilidad. Esa longitud depende de la viscosidad del polímero, el diseño del tornillo y la presión del cabezal.



Análisis de rendimiento de un extrusor: cómo se relacionan la presión del cabezal y la zona de dosificación
El mecanismo de este fenómeno es una respuesta cíclica casi perfecta entre la presión del cabezal y la longitud llena en la zona de dosificación. Una zona de dosificación parcialmente llena, se llena hacia atrás hasta que puede equilibrar la presión del cabezal. Cuando eso ocurre, el flujo de arrastre menos el flujo de presión es igual a la salida real.
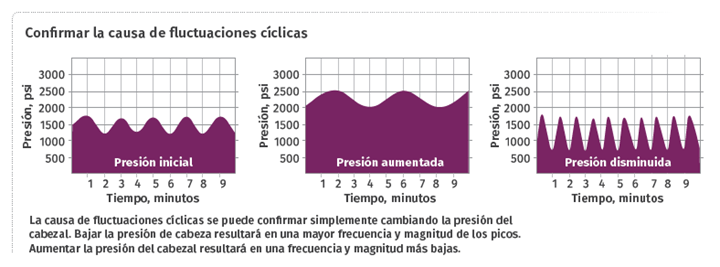
Causa de las fluctuaciones cíclicas.
Recuerde que el flujo de presión es proporcional a la longitud llena y la viscosidad para cualquier diseño de tornillo en particular. Luego, la fluctuación cíclica se desarrolla a medida que la zona de dosificación se llena de nuevo para equilibrar la presión del cabezal; pero debido a que hay un retraso entre la ecualización y la respuesta, hay un ligero cambio en la salida.
Esto se convierte en una variación armónica o un pulso cíclico de presión y estabilidad de salida que continuará hasta que algo cambie para proporcionar un mejor llenado en la zona de dosificación, lo que amortigua la respuesta.
Usando el flujo de arrastre, el flujo de presión y la salida real, se puede obtener una medida del llenado de la zona de dosificación:
Longitud llena = [QP/ (QD-QA)]L
Dónde:
QP = Flujo de Presión
QD = Flujo de Arrastre
QA = Salida Actual
L = Longitud de la zona de dosificación
La cantidad de llenado necesario para evitar fluctuaciones cíclicas de este tipo depende de la viscosidad del polímero, la profundidad del canal y la presión del cabezal, por lo que no existe una longitud llena fija para eliminar dicha fluctuación.
Sin embargo, dos filetes son ciertamente un mínimo y con viscosidades y presiones de cabezal más bajas, el mínimo puede ser de hasta cuatro filetes.
La causa de tal fluctuación se puede confirmar simplemente cambiando la presión del cabezal. Bajar la presión del cabezal resultará en un aumento en la frecuencia y la magnitud de los picos. A la inversa, aumentar la presión del cabezal dará como resultado una frecuencia y magnitud más baja.
Métodos para equilibrar la presión del cabezal y evitar fluctuaciones cíclicas
Con una bomba de fundido se puede evidenciar si el problema es una sección parcialmente llena de la zona de dosificación, si al aumentar y reducir la presión de succión la frecuencia y la magnitud del pico se ven afectadas, como se indicó anteriormente. Se necesita el cálculo de "longitud llena" para estimar el grado real de llenado. Sin una bomba de fundido, tendrá que cambiar alguna parte, aguas abajo, para crear un cambio en la presión del cabezal.
Si se usa un cambiador de mallas, el cambio de ellas puede tener el efecto mencionado. A menudo notará un pulso con mallas limpias que desaparecerá lentamente a medida que las mallas se vayan tapando y la presión del cabezal aumente.
Esto se puede ver incluso con una bomba de fundido, debido a que la velocidad del husillo del extrusor persigue la fluctuación de la contrapresión. La salida al cabezal es constante debido a la bomba de fundido, pero la velocidad del husillo cambia constantemente.
Cómo afectan las fluctuaciones cíclicas al producto final en extrusión
Si bien esto no parece ser un problema, los cambios en la velocidad del husillo también cambian la temperatura masa, lo que puede afectar el producto final, particularmente los perfiles complejos y las extrusiones muy pequeñas como filamentos.
Las fluctuaciones cíclicas son muy comunes en husillos de dos etapas donde el diseño no era específico a la presión del cabezal. Ese es a menudo el caso de una nueva aplicación donde la presión del cabezal no se puede estimar. Pero las reglas generales, como dimensionar la segunda zona de dosificación 1.5 veces la profundidad de la primera zona de dosificación, pueden resultar en este tipo de problema.
En los husillos de una etapa, la causa de una sección de dosificación parcialmente llena suele ser una alimentación inadecuada, ya sea por diseño o porque las características del polímero han reducido la salida o capacidad de tal manera que la sección de dosificación no está llena.
Recientemente revisé una extrusora procesando HMWPE que tenía picos cíclicos constantes. La naturaleza resbaladiza del HMWPE produce a menudo una alimentación menor a la anticipada, lo que resulta en una zona de dosificación parcialmente llena. Esta fluctuación o picos se eliminaron elevando la presión del cabezal en unos pocos cientos de libras con el cambiador de mallas.
A tener en cuenta: asegúrese de mantenerse por debajo de la presión de descarga de la bomba cuando intente eliminar la fluctuación cíclica con una bomba de fundido aumentando la presión de succión. Eso hará que el polímero fluya a través de los cojinetes de la bomba de fundido, lubricando y evitando daños al dispositivo.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.









Contenido relacionado

Claves del procesamiento de coextrusión en polímeros
Descubra los fundamentos y desafíos del procesamiento de coextrusión en polímeros y cómo lograr resultados óptimos.
Leer Más
Extrusión de plásticos: proceso, máquinas extrusoras y aplicaciones
Desde la elección del material hasta la producción final, descubra cómo funciona la extrusión de plásticos, los distintos procesos y máquinas extrusoras disponibles y cómo elegir el material ideal según la aplicación.
Leer Más
Beneficios y limitaciones de la relación longitud/diámetro en extrusoras
Descubra cómo la relación L/D en extrusoras impacta en la producción y homogeneización. Consejos sobre cómo optimizar el rendimiento.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer MásLea a continuación

Así van las proyecciones en economía circular para los plásticos
¿Qué tan cerca estamos de alcanzar la meta de lograr empaques plásticos 100 % reusables, reciclables y compostables para 2025? ¿Qué acciones vienen en curso para cumplirlas? Entrevista exclusiva con la Fundación Ellen MacArthur sobre el panorama de los plásticos en la economía circular en el mundo y en América Latina.
Leer Más
Innovación en empaques de pared delgada: tecnología y sostenibilidad
El mercado global de envases de pared delgada está en constante evolución y abarca una amplia gama de aplicaciones y materiales. En el presente artículo exploraremos este mercado, su crecimiento, tendencias emergentes, impacto de la pandemia por COVID-19 y sus proyecciones para los próximos años según un reciente estudio publicado por Mordor Intelligence.
Leer Más
Cambio de paradigma en la inyección de cubetas
StackTeck y Avance Industrial unieron su conocimiento técnico en moldeo por inyección para romper paradigmas en la fabricación de cubetas. Así, demostraron una poderosa combinación de tecnologías de molde, máquina y enfriamiento que les permitió llegar a un ciclo de producción de tan solo 13 segundos para cubetas estándar.
Leer Más