Cómo dimensionar compuertas, canales y bebederos, parte 3: compuertas de borde
Obtenga las dimensiones del bebedero y de las compuertas lo más cercano al tamaño ideal desde el primer intento.

Compartir
Lea a continuación



Nota del editor: Esta es la tercera parte de un especial con cinco entregas. Puede encontrar las ligas de la serie completa a continuación:
Parte 4: acabado superficial de los canales.
En la primera parte de esta serie se discutió la importancia del correcto dimensionamiento de la profundidad y el ancho en una compuerta. En la segunda parte se discutieron dos tipos diferentes de compuertas, la longitud y el tiempo de sellado de la compuerta. Este mes hablaré sobre las compuertas de borde y el tamaño del canal de alimentación.
Compuertas de borde
La figura 1 representa una compuerta de borde simple. Es el tipo de compuerta más utilizado, probablemente porque es el menos costoso de mecanizar. Todo lo que se requiere es una fresa plana para conectar la cavidad al canal. Este tipo de compuerta, la profundidad es la más fácil de medir, lo cual es crítico en los moldes de múltiples cavidades. Sin embargo, este diseño tiene varias deficiencias.
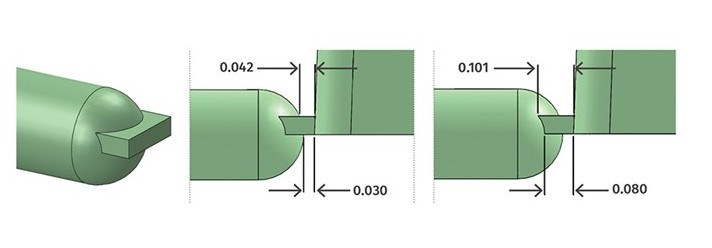
FIG 1. Longitudes en un diseño básico de compuerta de borde.
Una de estas deficiencias es la variación de la longitud. La longitud en la figura 1 es de 0.030 pulgadas en la parte inferior de la compuerta y 0.042 pulgadas en la parte superior. Esto se debe a que la compuerta se mecaniza solo en el lado de la cavidad del molde y el canal es totalmente redondo. La forma ideal es mecanizar en ambos lados de la cavidad y núcleo, de modo que el material ingrese a la cavidad desde el centro. Pero esto a menudo no es posible debido a la geometría de la pieza en la mayoría de los moldes de dos placas. Observe cómo estas diferencias en la longitud están solo en el centro de la compuerta. Hay una diferencia considerablemente mayor al acercarse a los bordes exteriores, casi tres veces más en este ejemplo. También existe una preocupación realista de que la pequeña cantidad de acero entre el centro del canal y la cavidad, que es igual a la longitud, puede no ser suficiente para proteger el molde debido a las altas presiones de inyección, o en caso de eventuales rebabas.
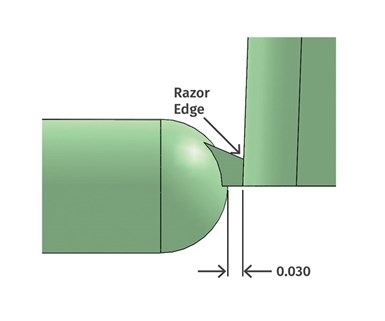
FIG 2. Borde con filo en una compuerta de borde de tipo cuña.
La figura 2 muestra una compuerta de borde tipo cuña, llamada así porque tiene la forma de una cuña. Este ejemplo tiene una longitud de 0.030 pulgadas en la parte inferior y una longitud de cero en la parte superior, donde comienza a disminuir para unirse al canal. La longitud cero es ideal y poco práctico. Es ideal porque proporciona la menor pérdida de presión a través de la compuerta y es la más fácil de cortar con precisión con un cortador de compuertas o una pinza robótica. No es práctico porque incluso si el molde está hecho de acero para herramientas con tratamiento térmico, el borde afilado en la pared de la cavidad se desgastará prematuramente, especialmente si el material es abrasivo. Cuanto más inclinado sea el ángulo, más rápido y profundo se desgastará.
La figura 3 muestra un diseño mejorado de compuerta de borde. Tiene la misma longitud de 0.030 pulgadas como en los ejemplos anteriores para luego crecer en todas las direcciones. La intersección con el canal de alimentación tiene radios generosos. También hay un ángulo de 5° en los lados para facilitar la liberación de la cavidad. Este diseño proporciona una cantidad suficiente de acero entre el canal y la pieza. La longitud en la parte superior, inferior, el centro y los extremos es uniforme. La profundidad de la compuerta es fácil de medir. El flujo de material del canal a la compuerta es menos restrictivo y hay menos cizalladura debido a la eliminación de los bordes afilados. Obviamente, este diseño lleva más tiempo mecanizar con un electrodo EDM y luego pulir manualmente las intersecciones, pero sus beneficios a menudo superan el costo.
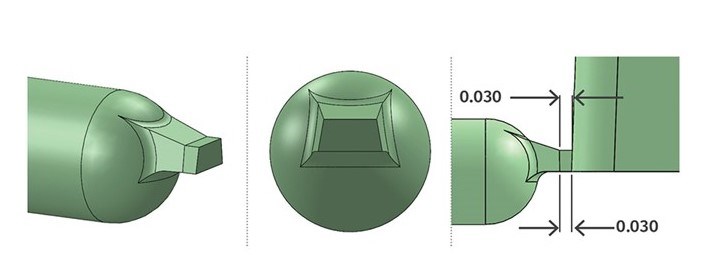
FIG 3. Diseño mejorado de compuerta de borde.
Este mismo diseño mejorado se puede aplicar a una compuerta muy ancha, como una compuerta tipo abanico, como se muestra en la figura 4.
Determinación del tamaño de los canales de alimentación
El objetivo al dimensionar un canal es similar al de dimensionar una compuerta. No es deseable que el canal sea demasiado pequeño o grande. Si es demasiado pequeño, se requiere mucha más presión para llenar las cavidades y existe la posibilidad de que se congele antes de que la pieza esté completamente llena. Incluso si se permite el remolido del canal, si es muy grande puede extender el tiempo del ciclo. Determinar el tamaño de un canal, como una compuerta, es un ejercicio de balanceo. Para dimensionar adecuadamente un canal, debe comenzar en el extremo de la compuerta y avanzar hacia el bebedero.
¿Alguna vez ha escuchado la frase clave en el ámbito de bienes raíces: ubicación, ubicación, ubicación? Para moldes de inyección de dos placas, la frase clave es: redondo, redondo, redondo. Si bien los canales redondos, trapezoidales, parabólicos y cuadrados tienen la mayor proporción de área de sección transversal versus longitud superficial en comparación con todas las demás formas de canal, el redondo proporciona la menor cantidad de cizallamiento. Se solidifica rápidamente y de manera más uniforme en comparación con otras formas de canal y proporciona las mejores condiciones de fundido, especialmente para compuertas de borde, porque el material que ingresa a la cavidad estará cerca del centro del frente de flujo fundido.
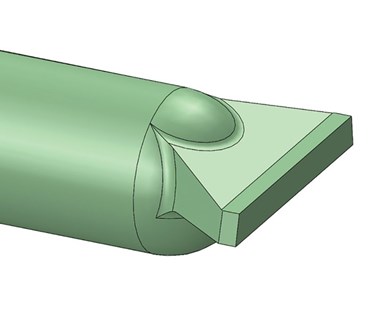
FIG 4. Diseño mejorado de compuerta de borde ancho.
A la mayoría de nosotros se nos ha enseñado que las ramas del canal en un sistema de canal frío deben variar en diámetro, en lugar de tener un diámetro constante o uniforme. La rama del canal que alimenta la compuerta sería la más pequeña. Las ramas posteriores se volverían progresivamente más grandes, conduciendo al canal primario y al bebedero. Este canal de diámetro variable o graduado requiere menos presión para llenar una pieza que un canal de diámetro constante o uniforme. Sin embargo, un canal de diámetro variable puede tener un tiempo de ciclo más largo que un canal de diámetro constante porque la rama del canal primario más grande tarda más en enfriarse.
Si el material es bastante viscoso, como el PVC rígido, un canal de diámetro variable suele ser la mejor manera de hacerlo, para no tener una pérdida de presión significativa y una cizalladura elevada. Pero si el material tiene una baja viscosidad, como el polietileno, la presión de llenado no es un problema, pero la presión de empaque sí lo es, un canal de diámetro constante suele ser la mejor opción. Mientras que otros pueden estar en desacuerdo, mi preferencia personal es usar un canal de diámetro variable independientemente del tipo de material. Prefiero minimizar la presión de llenado y la cizalladura tanto como sea posible. Si el canal principal es tan grande que extiende el tiempo del ciclo, simplemente agrego algunas costillas rígidas, que también actúan como trampas para rebabas, y algunos refuerzos que conectan el canal primario con el bebedero y el pozo frío, como se muestra en la figura 5. Esta intersección, independiente del tipo de canal, casi siempre es la que más masa contiene, por lo tanto, tarda más en alcanzar su temperatura de expulsión.
De la misma forma en que todos hablamos el mismo idioma, la jerarquía de los tamaños de los canales es primaria, secundaria, terciaria, cuaternaria y quinaria. Estos son típicos en moldes naturalmente equilibrados de dos, cuatro, ocho, 16 y 32 cavidades. Si tiene más cavidades, los siguientes niveles son senario, septenario, octonario, novenario y denario. Nota: Esta misma terminología también se aplica a los canales de flujo en un sistema de canal caliente.
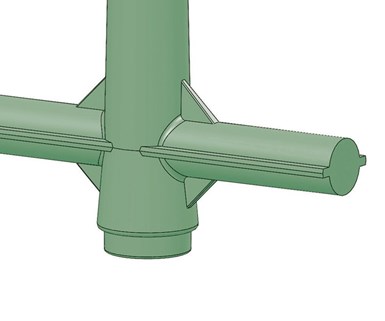
FIG 5. bebedero y canal con refuerzos y costillas rígidas.
El diámetro del canal que alimenta la compuerta es extremadamente crítico por dos razones.
Primero, tiene un efecto significativo en la ventana de procesamiento y la calidad de la pieza. Segundo, el tamaño de las otras ramas del canal en un sistema de diámetro variable está directamente relacionado. Un buen punto de partida es hacer que el diámetro del último ramal sea 1.5 veces el espesor de la pared a la cual se encuentra conectado. Esto puede parecer una regla demasiado simplista, que en realidad es, pero la alternativa es realizar algunos cálculos empíricos complicados, o realizar un análisis de flujo. Para el moldeador personalizado promedio, el tiempo y los factores de costo para cualquiera de esos enfoques a menudo no están garantizados ni son alcanzables.
Como las reglas siempre tienen excepciones, un estudio en el 2004 determinó que a menudo es posible usar diámetros de canal más pequeños, iguales o posiblemente incluso más pequeños que el espesor de la pared de la pieza. Depende del espesor de la pared de la pieza, el tipo de material, la velocidad de inyección y la rata de cizalladura resultante. Si está tratando de disminuir ciclo o minimizar los costos de material virgen, ciertamente no hay daño en comenzar con diámetros más pequeños, ya que son dejan holgura en el acero y pueden ampliarse si es necesario después del muestreo inicial del molde.
No es bueno hacer que el diámetro del canal sea 1,5 veces mayor que el de una sección de pared gruesa ubicada en otro lugar de la pieza. Empaquetar esa sección se basa en el espesor de la pared entre la compuerta y esa sección. Un diámetro mayor del canal no ayudará a empaquetar esa sección. Como la mayoría de ustedes saben, una de las reglas de oro en nuestra industria es siempre tratar de ingresar a la sección más gruesa de una pieza. Desafortunadamente, el diseño de la pieza, los requisitos estéticos y las consideraciones de tensión de la compuerta a menudo requieren que la compuerta se ubique en una ubicación menos que ideal.
Siguiendo la pauta de 1.5 veces, si una parte tiene un espesor de pared de 0.100 pulgadas, el último diámetro del canal debe ser de aproximadamente 0.150 pulgadas. Aunque las máquinas CNC actuales pueden cortar cualquier tamaño deseado, es mejor usar un tamaño de cortador estándar para reducir el tiempo de mecanizado. Por lo tanto, puede redondear este valor hacia arriba o hacia abajo, hasta el siguiente tamaño estándar, en incrementos de 1/64 pulgadas.
El siguiente paso es ajustar este diámetro para compensar cuatro variables: tamaño del disparo (partes y canal), longitud de la rama del canal, viscosidad del material y sensibilidad a la cizalladura.
Debo señalar que, por lo general, no es necesario realizar estos ajustes si tiene una parte con paredes muy gruesas, una compuerta muy profunda y, por lo tanto, un canal muy grande que alimenta la compuerta. Esa es una situación única donde estas cuatro variables tienen muy poco efecto.
Los moldes que requieren grandes tamaños de disparo tienen generalmente tiempos de llenado más largos. Durante la fase de llenado, el exterior del canal comienza a solidificarse contra la superficie fría del molde y el área de flujo efectivo se hace cada vez más pequeño. El diámetro del canal debe ajustarse en consecuencia. A pesar de mi desdén por las reglas generales, se recomiendan las siguientes pautas: Aumente el área de flujo de la sección transversal del canal, no su diámetro, en un 19% por cada segundo de tiempo de llenado mayor que uno, como se muestra en la Tabla 1. Si el diámetro del canal se vuelve extremadamente grande, es una indicación de que se puede requerir una segunda compuerta y rama del canal. ¿Por qué? Como se discutió el mes pasado, si duplica el número de compuertas, la velocidad de flujo (en pulgadas^3 / seg) y la velocidad de flujo (mph) se reducen a la mitad. Ahora puede duplicar su velocidad de inyección, lo que reduce el tiempo de llenado a la mitad y mantiene la misma viscosidad en la masa que ingresa a la cavidad.
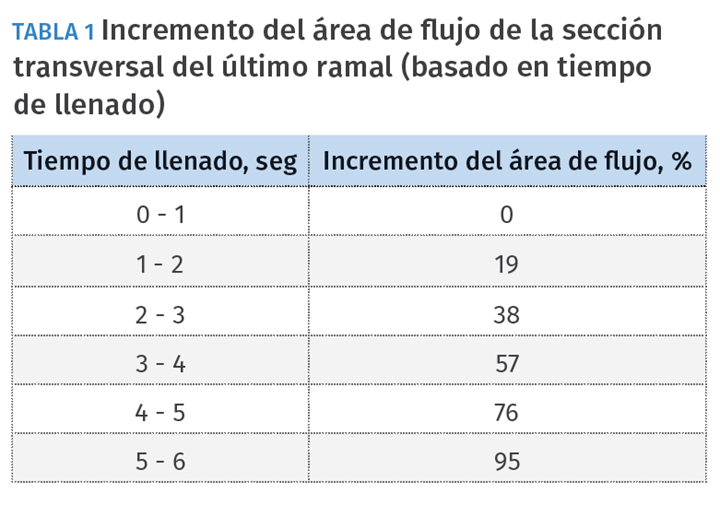
Tabla 1 – Incremento del área de flujo de la sección transversal del último ramal (basado en tiempo de llenado)
El siguiente paso es tener en cuenta la longitud del canal. A medida que aumenta la longitud de la rama del canal, también lo hace la resistencia al flujo del material. Una vez más, aumente el área de flujo de la sección transversal, no el diámetro, en los porcentajes que se muestran en la Tabla 2.
El último paso para el ajuste de la última rama del canal es tener en cuenta la viscosidad y rata de cizalladura del material. A menos que conozca una gráfica de viscosidad versus rata de cizalladura, este ajuste se basará principalmente en la experiencia. No aumente el área de flujo para materiales de baja viscosidad, como PE semicristalino, PP o PA (nylon). Para materiales amorfos de viscosidad media, como PS, ABS y SAN, agregue un 10% al área de flujo. Para materiales de alta viscosidad, como PMMA (acrílico) y PVC, aumente el área de flujo en un 20%.
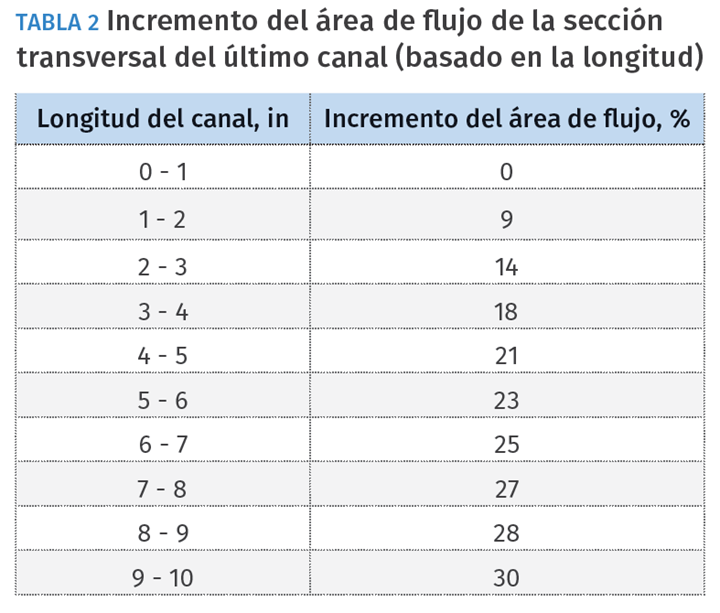
Tabla 2 - Incremento del área de flujo de la sección transversal del último canal (basado en la longitud).
En resumen, una buena aproximación del diámetro de la rama del canal que alimenta la compuerta es igual al espesor de la pared de la pieza x 1.5 + un ajuste para el tiempo de llenado (0 a 95%) + un ajuste para la longitud de la rama (0 a 30%) + un ajuste para la viscosidad del material (0 a 20%). La Tabla 3 muestra un ejemplo de este cálculo para un molde que funciona tanto con polietileno como con PVC rígido. En este ejemplo, ambos usan una pieza con un espesor de pared de 0.100 pulgadas y la misma longitud de canal de 4 pulgadas. Las únicas diferencias son el tiempo de llenado y la viscosidad del material. Como resultado, el diámetro ajustado de la rama del canal que alimenta la compuerta sería de 0.177 pulgadas para PE o 0.236 pulgadas para PVC.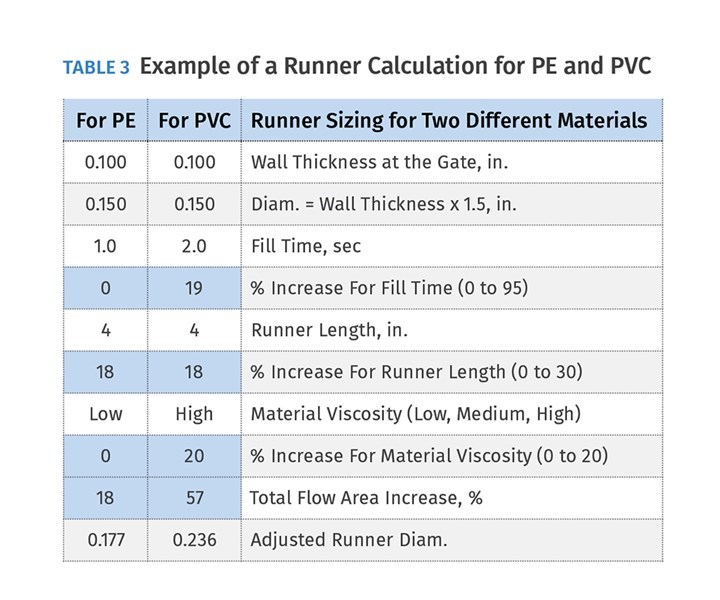
Una vez que haya determinado el diámetro del canal que alimenta la compuerta, el cálculo de los tamaños de los canales restantes que conducen al bebedero es mucho más simple. Algunas personas dicen que las áreas de flujo de la sección transversal de estos canales deben ser iguales a las áreas de flujo combinado de los canales de rama que alimenta. Esa es otra terrible regla empírica, porque resultará en canales excesivamente grandes. La fórmula correcta para calcular los diámetros restantes es:
Dfeed = Dbranch x N1/3,
Donde Dfeed es el diámetro del canal que alimenta la rama, Dbranch es el diámetro de las ramas del canal y N es el número de ramas del canal (normalmente dos y ocasionalmente cuatro para diseños de canal geométricamente equilibrados). No es necesario ajustar estos diámetros. para tiempo de llenado o viscosidad del material. Ya los tuvo en cuenta al determinar el diámetro del canal que alimenta la compuerta. Sin embargo, el sentido común determinará si se debe hacer un ajuste para tener en cuenta la longitud de los canales largos.
Desarrollemos un ejemplo utilizando estas pautas: la figura 6 muestra un molde de ocho cavidades con ramas de canales primarios, secundarios y terciarios. El material es PE, el tiempo de llenado es inferior a 1 segundo y el espesor de pared de la pieza en la compuerta es de 0.100 pulgadas. La longitud del canal terciario es de 1.0 pulgada. Por lo tanto, el canal terciario que alimenta la compuerta debe tener un diámetro de 0.100 x 1.5 = 0.150 pulgadas. No es necesario realizar otros ajustes en este caso.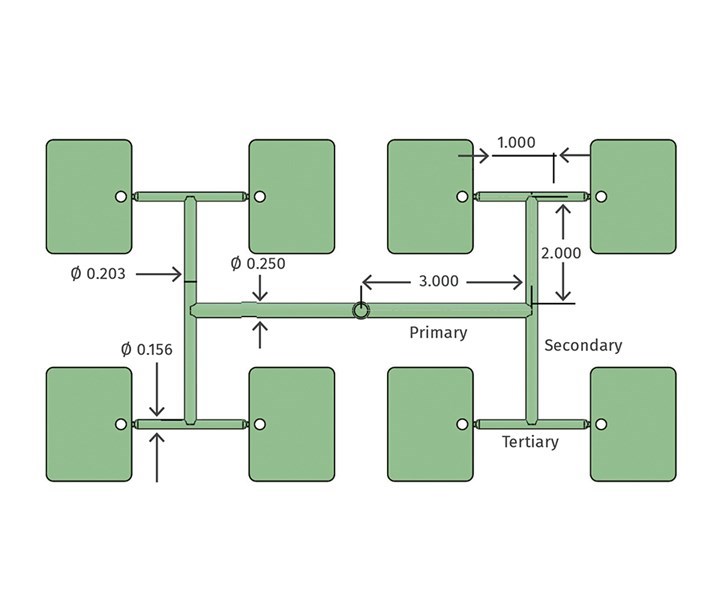
FIG 6. Ejemplos de tamaños de canales.
Redondeemos este valor hacia arriba o hacia abajo en función de un tamaño de cortador estándar, en este caso 5/32 o 0.156 pulgadas. El diámetro del canal secundario sería el diámetro del canal terciario multiplicado por el número de ramas a la potencia de 1/3 (raíz cúbica). En este caso, sería 0.156 x 2^1/3 = 0.156 x 1.26 = 0.197 pulgadas. Nuevamente, redondeamos este valor hacia arriba o hacia abajo según un tamaño de cortador estándar, que es 13/64 o 0.203 pulgas. Esto implica un incremento del 83% en el área de flujo, no el doble del área de flujo, como otros podrían sugerir. El canal principal debe seguir la misma fórmula de dimensionamiento. Por lo tanto, debe ser 0.203 x 21/3 = 0.256 pulgadas, redondeado a ¼ pulgada de diámetro.
Eso se traduce en un aumento del 52% en el área de flujo, considerablemente menos del doble y eso tiene sentido. Como el plástico tiene un coeficiente de conductividad térmica extremadamente bajo, se aísla. Cuanto mayor sea el diámetro del canal, mayor será el porcentaje de material fundido en el centro. Por lo tanto, la pérdida de presión y el aumento en el área transversal de flujo no tienen una relación lineal.
Lea a continuación: Parte 4: acabado superficial de los canales.
Acerca del autor

Jim Fattori
Jim Fattori es un moldeador de inyección de tercera generación con más de 40 años de experiencia en moldeo. Es el fundador de Injection Mold Consulting LLC, y también es ingeniero de proyectos para una gran moldeadora de múltiples plantas en Nueva Jersey. Contacto: jim@injectionmoldconsulting.com; injectionmoldconsulting.com.









Contenido relacionado

Termodinámica y enfriamiento en moldes de inyección de plástico
Explore cómo la primera ley de la termodinámica se aplica en moldes de inyección y la importancia del enfriamiento mediante circulación de agua. Descubra técnicas de diseño eficientes.
Leer Más
Inyección y sistemas de colada caliente en Meximold Tech Preview
Conéctese en línea, y sin costo, los próximos 9 y 10 de agosto para ver un adelanto de las tecnologías y nuevos desarrollos que se verán en Meximold sobre inyección de plásticos y sistemas de colada caliente.
Leer Más
Meximold 2023: el evento ideal para la manufactura de moldes en México
Con un incremento de expositores de tecnología de moldeo por inyección, y con un 90 % de piso de exposición vendido, en octubre 2023 se realizará nuevamente Meximold.
Leer Más
Checklist para la fabricación exitosa de moldes inyección de plástico
Una guía integral sobre cómo optimizar el proceso de diseño y construcción de moldes de inyección de plástico, centrada en la prevención de problemas y la mejora continua.
Leer MásLea a continuación

Cómo dimensionar compuertas, canales y bebederos, parte 2: tipos de compuertas
El mes pasado, hablé sobre la importancia de la profundidad y ancho de compuerta. Este mes, me centraré en dos tipos diferentes de compuertas, así como en la longitud y el tiempo de congelación o sellado.
Leer Más
Ahorre tiempo y dinero: use un checklist en el diseño de sus moldes
Aquí hay 15 ejemplos de problemas comunes de moldeo que ocurren durante una prueba inicial de molde. Muchos de ellos podrían evitarse o corregirse con una lista de verificación o checklist proactivo.
Leer Más
Cómo dimensionar compuertas, canales y bebederos, parte 1: paso a paso
Obtenga el tamaño ideal de la compuerta o punto de inyección, el canal y el bebedero en el primer intento, sin perder mucho tiempo en fórmulas extremadamente complicadas.
Leer Más