
Extrusión y fabricación de compuestos en NPE 2015: flexibilidad, velocidad y calidad
Los procesadores por extrusión necesitan más para competir y los proveedores respondieron con fuerza en Orlando.




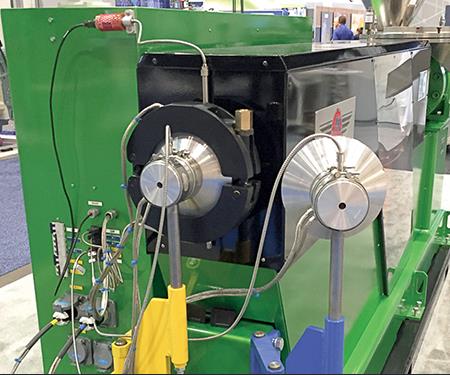
Arreglo de doble cabezal de la extrusora de American Kuhne en la NPE con la instalación de un cabezal para uso y una segundo cabezal que puede ser precalentado para su rápido reemplazo.

Macchi corrió una línea de cinco capas de poliolefina en NPE2015, el único proveedor que corrió una línea de producción de película.
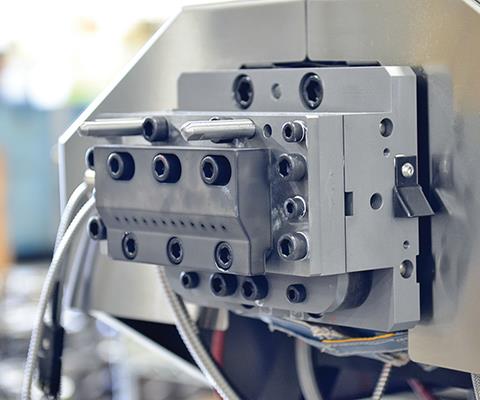
Entek exhibió en el NPE un nuevo dado con cambio rápido y fácil limpieza.

El nuevo sistema de control ExtruTouch de Gloucester no presenta hardware con licencia y ayuda a los procesadores de soplado de película a reducir los costos operativos con un mantenimiento más sencillo y simplificado.

Conair realizó una alianza con Davis-Standard para extruir filamentos plásticos para impresión 3D. El extruído entra al enfriador HTMP multi-paso y al tanque de dimensionamiento de Conair. El filamento hace 3 pasos a través del tanque antes de salir a la banda de halado y la bobinadora de corte y transferencia automática servo conducida de Conair.
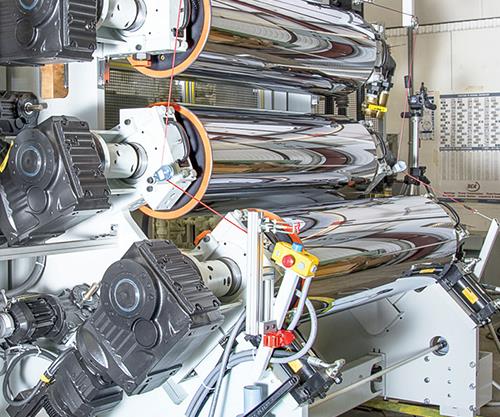
Davis-Standard muestra su XP Express PS (lámina de empaque), sistema de rodillos estándar (arriba). KraussMaffei Berstorff muestra una unidad de 3 rodillos (abajo) como parte de un sistema de extrusión directa.


La nueva Blue Slat de Pearl está diseñada para proveer menos fricción en la extrusión de película cast y película soplada. Está diseñada para los marcos de colapsamiento, tableros de refuerzo, varillas giratorias, y la serie de sin rodillos de Pearl para reemplazar los rollos esparcidores, rodillos ociosos, y rodillos de marco.
Velocidad, versatilidad, eficiencia energética, cambios rápidos y de alta calidad son necesarios en todas las categorías de extrusión. Los fabricantes de maquinaria han estado respondiendo a las necesidades de los procesadores mediante el desarrollo de productos que cumplan con estos requisitos. Esos fueron los temas concretos de la nueva tecnología lanzada al mercado por los fabricantes de maquinaria durante la presentación de la NPE2015 de marzo en Orlando. Aquí, nos centramos principalmente en productos no incluidos en números anteriores.
American Kuhne muestra una variedad de productos completos dirigidos a estas tendencias aplicando conceptos de intercambio de dado en solo un minuto (SMED) para tareas cruciales involucradas en cambios en extrusión. La compañía mostró tres opciones que reducen sustancialmente el tiempo de inactividad en tubos, perfiles, alambres y cables, y otras líneas de producción a pequeña escala. Disponibles por separado o como un paquete, las opciones de cambio rápido SMED pueden reducir el tiempo entre aproximadamente media hora a una hora, cuando se utilizan en combinación. Las opciones están disponibles con las nuevas extrusoras American Kuhne (AK), o se pueden adaptar a los equipos de AK u otros. En la feria, las tres opciones que se mostraron fueron:



• Presionador de tornillo de pinza rápida. Este dispositivo reduce el tiempo de puesta en marcha del tornillo de 5 min a menos de 1 min a través del uso de una tuerca de bloqueo con resorte montado y una pinza deslizante que sujeta la tuerca sobre la varilla del tornillo roscado, en la parte trasera del eje de accionamiento. Convencionalmente la varilla se fija girando una tuerca en su posición e instalando y apretando seis tornillos. Ahorro de tiempo: 4 min.
• Tolva Rotatoria. Reduce el tiempo de limpieza a aproximadamente 1 min por pivote de la tolva, lejos de la garganta de alimentación para un rápido desagüe del exceso de material y para un fácil acceso con el fin de aspirar fuera el material residual y hacer la purga o añadir un nuevo material. De acuerdo con AK, la limpieza de una tolva convencional generalmente toma alrededor de 6 minutos: Se debe vaciar manualmente el material sobrante y se puede acceder para aspirar sólo a través de su apertura desde arriba. El ahorro de tiempo con este enfoque es 5 min, dice AK.
• Arreglo de doble cabezal. Este sistema reduce el tiempo necesario para cambiar los dados de 20 min a 2 min por tener un cabezal precalentado con placa rompedora lista para el reemplazo rápido de la que está en uso. Ambos cabezales están montados en estructuras de soporte pivotantes a cada lado de la zona del dado, y tienen conexiones eléctricas separadas. Para reemplazar un cabezal, el operador simplemente afloja la tuerca de sujeción, se abre la abrazadera, pivota lejos el cabezal utilizada anteriormente, elimina la placa rompedora, monta el cabezal precalentado, y cierra y aprieta la abrazadera. En un sistema convencional, el operario deberá quitar la tuerca del dado, el dado, y la punta antes de retirar la cabeza y la placa rompedora; insertar una placa rompedora en frío; instalar el nuevo cabezal; insertar una punta fría, el dado, y la tuerca del dado; y esperar a que el sistema alcance la temperatura de trabajo. AK dice que esto ahorra 18 min.
Entre los lanzamientos más fascinantes en el stand de Davis-Standard estaba una máquina de accionamiento directo de 3.5-in. (90 mm). Con base en las últimas pruebas, DS ha llegado a la conclusión de que la tecnología de transmisión directa tiene grandes ventajas en el consumo de energía (15%), nivel de sonido (70%), y la consistencia de salida respecto a los modelos de extrusoras de AC y DC.
Battenfeld-Cincinnati mostró un concepto modular anti-desgaste con un nuevo recubrimiento STC (carburo de tungsteno superior), para tornillos y barriles que dice es el primero en la industria de extrusión. El revestimiento se desarrolló entre una sociedad de tecnología exclusiva con un especialista en tecnología de recubrimiento no revelado. El revestimiento está disponible para todas las marcas de extrusora.
Como la compañía explica su nueva tecnología STC, los carburos de tungsteno "se apoyan mutuamente", como consecuencia de su alta concentración, y también están unidos en una matriz de metal duro. Actualmente los recubrimientos soldados o centrifugados vienen en el mercado con un contenido de carburo de tungsteno muy inferior, enlazados en una matriz relativamente suave, dice Battenfeld-Cincinnati. La tecnología STC cuenta con una proporción en peso más o menos 30% más alto de carburo de tungsteno.
Mientras tanto, Extreme Coatings presentó el nuevo CarbideX CPR (reemplazo cromado) para los tornillos, barriles y otros componentes. CarbideX CPR es un tratamiento de superficie de baja porosidad, resistente a la corrosión y resistente al desgaste. El recubrimiento es uniforme, tres a cuatro veces más grueso que los recubrimientos de alto rendimiento estándar (HPC), y pulido hasta un acabado de espejo.
En los controles de extrusión, R&B Plastics Machinery LLC lanzó el sistema de control Max Extrusion, el cual describe como un sistema rentable que ofrece un rendimiento comparable a los controladores de gama más alta.
Noticias de película soplada y cast
Por segunda feria NPE consecutiva, la italiana Macchi SpA fue el único fabricante de máquinas que hizo una corrida de producción de una línea de película soplada. Diseñada para producir películas delgadas a tasas más altas, Macchi Coexflex POD (línea dedicada a poliolefinas) realizó una película de cinco capas, con 60 pulgadas de ancho en una estructura 1-2-4-2-1 a través de una dado de 12 pulgadas y con una productividad de hasta 1500 lb/h. La línea fue equipada con dos extrusoras de 55mm, un par de extrusoras de 75mm, y una extrusora de 90 mm. También tenía un nuevo anillo de aire de triple labio, un sistema IBC de mayor rendimiento, el nuevo controlador de pantalla táctil, y un dispositivo de halado oscilante horizontal de 87 pulgadas. La línea procesó LDPE, y LLDPE, HDPE y MDPE convencionales y metalocenos.
Una nueva compañía en el mercado de soplado de película de Norte América, Syncro U.S.A fdio a conocer una serie de nuevos productos en la feria. Una nueva división de la italiana Syncro Group SRL, es Synco USA, con nuevos productos que incluyen dos anillos de aire automáticos, el Typhoon y el Flyer 2.0. Ambos están diseñados para reducir significativamente los desperdicios y reducir la variación de la medida 2-sigma en un 80%, factores que según el proveedor son posibles mediante el control combinado de volumen de aire y la temperatura. El Flyer 2.0 también se dice que mejora tanto la productividad como las propiedades de la película.
Entre los productos expuestos por Gloucester Engineering estaba el anillo de aire Ultra Cool III, que dice ofrece un tiempo de retorno de inversión de menos de cuatro meses con la virtud de aumentar los rendimientos de película en un 10-20%. El nuevo sistema de control ExtruTouch cuenta con hardware que no necesita licencia y se dice que ayuda a los procesadores de soplado de película a reducir los costos de operación con menos (y más sencillo) mantenimiento. También ayuda a minimizar el tiempo de aprendizaje del operario con una pantalla táctil intuitiva y fácil de usar, y mejora la calidad de la producción con la gestión de datos de toda la planta, monitoreo de eventos y estadísticas.
La compañía hermana Pearl Technologies introdujo siete nuevos productos para los procesadores de película soplada en la feria. Un nuevo Blue Slat fue diseñado para proporcionar menor fricción en extrusión de película soplada y cast. Estos productos son para los marcos de colapsamiento, tableros de refuerzo, barras giratorias, y la serie retrofit sin rodillos de Pearl; para reemplazar rodillos extensores, rodillos ociosos y rodillos de marco. El listón de menor fricción imparte menos tensión en la burbuja, lo que lleva a un mejor control de calibre. También permite velocidades de salida superiores, ya que la fricción y la tensión son factores limitantes en el proceso de extrusión, dice Pearl.
Pearl también ofreció un nuevo diseño de fuelle plegable "Sail Away" que permite a los procesadores correr tanto los carteles completos como los extendidos de piso completos sin tener que quitar el fuelle debido a las obstrucciones de la torre durante la retracción. Los procesadores podrán cambiar los refuerzos a layflats con el toque de un interruptor. La unidad es actualizable, independientemente del fabricante. La punta tiene un mástil integrado patentado que pivota hacia fuera de la parte posterior para formar la punta de la cuchilla. Un material flexible de baja fricción está unido a él, formando la punta y los lados. Cuando se gira el interruptor, el mástil aparece con el material adjunto, como una vela en un barco de vela.
El nuevo sistema de Pearl llamado Cross Web Ball and Die permite la perforación de agujeros en el medio del movimiento continuo de las películas utilizando un sistema de corte y dado. Se ofrecen tres diseños diferentes del cabezal con una gama variable de tamaños de agujero, y un sistema de alineación que garantiza que los punzones estén centrados sobre los dados. El sistema puede funcionar a velocidades de hasta 600 ciclos/min.
Mientras tanto, el nuevo Ultra-Low COF Fixed Idler de Pearl puede mejorar dramáticamente el mantenimiento del rodillo para la película soplada, reduciendo significativamente los problemas asociados con la limpieza de los rodamientos, dice la empresa. Una palanca de indexación simple, sin herramientas, permite la rotación de 90 ° a la vez a diferentes COF, lo cual reduce la fricción y la superficie de contacto sin inducir tensión en la burbuja.
Pearl dice que su sistema de perforación de alta definición alcanzará nuevos niveles de calidad del agujero, incluso en las películas más difíciles de perforar, incluyendo tejidos intermitentes. Disponible en cuatro diseños fácilmente modificables para permitir tamaños de orificios variables, las unidades de perforación se pueden montar en los carriles existentes para perforar los bordes de la película o en un sistema transversal de carriles para perforar en el medio de la película.
Pearl también mostrará nuevos controles de activación de fuelle, una característica que permite la automatización de los procesos de ajuste del fuelle, algo que tradicionalmente se realiza de forma manual y mecánicamente. El control puede ser motorizado o bien o automatizado, pero ambas versiones permiten el control independiente con actuador superior e inferior por separado. El sistema de control automatizado incluye una pantalla táctil que proporciona a los operarios una lectura digital de las localizaciones e incluso permite el almacenamiento de recetas específicas para mejorar la repetibilidad y la reducción del tiempo de puesta en marcha y los desperdicios.
El Patch Handle Attachment servo-impulsado de Pearl está diseñado para reforzar bolsas fácilmente. Puede ser montado en la sección de sincronización intermitente de cualquier máquina de bolsas y tiene controles independientes para insertar dos capas de PE en la parte superior e inferior de la película. Las capas adicionales de material refuerzan el área de la manija de la bolsa para acomodar cargas más pesadas. El equipo puede manejar hasta 90 bolsas/min y cuenta con un control independiente del calentador, así como controles de pantalla táctil opcionales, desenrolladores duales, y control de la tensión.
Como se informó anteriormente, Hosokawa Alpine presentó una versión de su equipo patentado X-Die de 11 capas. Y Alpha Marathon Film Extrusion Technologies mostró un dado de disco nanocapa de 18 pulgadas que puede correr hasta 100 capas. Desarrollada como parte de un acuerdo exclusivo con BBS Corp. e introducido por primera vez en NPE2012, esta tecnología produce películas de barrera tan delgadas como 2,5 micras con relaciones de soplado (BUR) de 1:1 a 5:1.
Addex introdujo una amplia gama de nuevas actualizaciones de maquinaria para el control automático de perfiles. Un control IBC de tercera generación introducido por D. R. Joseph (drjosephinc.com) es para los procesadores que corren productos IBC y no IBC en la misma línea de película. También se dice que es adecuado para los procesadores que corren tanto película agrícola como geomembrana en la misma línea.
Windmoeller & Hoelscher Corp. promocionaron sus capacidades en la película cast con información detallada y muestras de película, junto con demostraciones en video y una pantalla interactiva de su línea cast Filmex, que se utiliza en película encogible y otras aplicaciones. Las líneas Filmex están operando en configuraciones de hasta 33 capas y en anchos de hasta 197 pulgadas.
Cloeren Incorporated presentó el dado con distribuidor Moebius con un sistema deckle interno patentado. Cloeren también mostró el equipo para película estirable dirigido a ambos extremos de este mercado. Un dado Epoch III con un bloque de alimentación FG es para el mercado de película estirable. Para la película de estiramiento de mayor rendimiento, la tecnología nanocapa de Cloeren se utiliza para un máximo de 35 capas de película estirable y 104 capas de recubrimiento por extrusión
Noticias sobre láminas
Hubo exhibición de varios rodillos para para los procesadores de lámina. KraussMaffei Berstorff presentó un nuevo sistema de tres rodillos para anchos entre 800 y 1200 mm y espesores de 0,4 a 1,4 mm. El sistema está destinado para los procesadores de lámina y película mono o multi-capa de PP, PE, o PS. Ofrece una configuración rápida y puede asegurar una alta productividad y rentabilidad.
Processing Technologies International, LLC presentó los rodillos configurables G-Series, que tienen características que permiten a los procesadores cambiar de termoformado en línea a operaciones con lámina en rollo en sólo unas horas; sólo se tiene que añadir otra pieza de equipo o hacer otras modificaciones con el mínimo de reingeniería.
El sistema tiene un marco configurable que permite la adición de otros módulos aguas abajo sin necesidad de ningún corte, soldadura, o mecanizado. La longitud del módulo de se puede ajustar, aumentando o disminuyendo la distancia entre la pila de rodillo principal y el rodillo de tracción. Esto permite la adición de nuevos componentes, según sea necesario, incluyendo refrigeración adicional, tratamiento de superficie, corte, y estaciones de medición.
Battenfeld-Cincinnati presentó un sistema de rodillos diseñado específicamente para el mercado estadounidense. En el Multi-Touch 1400, la lámina pasa a través de múltiples nips, creando un enfriamiento más uniforme tanto en su parte superior como inferior. Según esto, se busca mejorar significativamente la transparencia de la lámina hecha de polímeros semicristalinos como PP y PE.
Davis-Standard exhibió su sistema XP Express PS (lámina de embalaje). El XP Express está diseñado para la extrusión directa, termoformado en línea, o la producción de material en rollo para termoformado fuera de línea. Puede procesar hasta 8000 lb/h.
Las líneas sin secado de PET y PLA estuvieron también con fuerza en la NPE. PTi mostró una extrusora de 85mm, L/D 52:1 HVTSE con un rodillo horizontal GCH661824 para la producción de lámina de PLA o 57 PET de pulgadas de ancho, en espesores de hasta 6 mil o láminas de PP hasta 11 mil. Este sistema funciona hasta 2300 lb/h, lo que se traduce en 18 millones de libras/año. La unidad en la feria fue la cuarta unidad de este tipo vendida e instalada por PTi en los últimos seis meses.
Otros sistemas sin secado incluyen una línea de extrusión completa con una extrusora de 160 mm con Sistema Multi-rotación (MRS) de Gneuss’ Processing Technology.
Welex Inc ofreció su sistema Converge CTS, un sistema de extrusión sin secado para PLA y PET que utiliza una doble tornillo cónica.
En dados para lámina, Nordson EDI mostró una nueva tecnología llamada SmartGap Lip y Land Positioner que une mecánicamente la brecha de salida del labio y el ancho para permitir a ambos ajustarse al mismo tiempo en un solo punto. La compañía dice que la adaptación y vinculación de estas dos variables clave del proceso por primera vez asegura una correcta configuración del dado y ahorra mucho tiempo y pruebas para lograr las propiedades deseadas de la lámina (haga clic aquí para abril Close-Up).
Noticias de tubos, perfiles y tuberías
En consonancia con los cambios rápidos de toda la industria, el nuevo sistema Advantage de Inoex LLC permite a los procesadores de tubos de poliolefinas hacer los cambios de diámetro durante la producción para reducir drásticamente el tiempo de inactividad y los desperdicios. Debido a que el mango de calibración es altamente ajustable, al pasar de un diámetro a otro no se requieren cambios de cabezal.
El nuevo cabezal de tubería multicapa KM-3L RKW 74-250 IPC, de KraussMaffei Berstorff, tiene un sistema de tuberías de refrigeración interna que permite a los procesadores la opción de aumentar la producción hasta en un 60% o acortar la sección de enfriamiento hasta en un 40%. El cabezal en sí utiliza los canales de distribución en espiral para una máxima flexibilidad. La compañía también mostró una canasta de calibración QuickSwitch para cambiar en línea el diámetro de la tubería.
Milacron lanzó una nueva extrusora de un solo tornillo con alimentación ranurada, la GPAK 45, para tubería de PE. La máquina, según informes ofrece a los procesadores mayor rendimiento y menor consumo de energía.
La línea de extrusoras de un solo tornillo solEX de Battenfeld-Cincinnati, incluye ahora la solEX 150. Está ajustada para el creciente mercado de tuberías grandes de poliolefinas de pared gruesa y ofrece productividades de hasta 6000 lb/h de HDPE.
Mientras tanto, la compañía ha ampliado su línea de extrusoras paralelas de doble husillo twinEX con el twinEX 148-28. Este modelo ha sido diseñado para satisfacer la creciente demanda en Norte América de tubería de PVC de gran diámetro y perfiles con alto rendimiento.
En extrusión de perfiles, KraussMaffei Berstorff presentó la extrusora KME 60 XS de un solo tornillo, para la fabricación de perfiles complejos de TPE, TPU, y acetal. La compañía también mostró el sistema de control C6 por primera vez en Norte América.
Guill Tool & Engineering exhibió su gama de herramientas para productos que van desde tubos médicos de paredes muy delgadas, tubos médicos multi-lumen, hasta globos de catéter, alambre de múltiples capas y encamisado de cable, y tubería de 20 pulg de diámetro para aplicaciones industriales y líneas de goteo agrícolas.
Aguas abajo, Conair Group se asoció con Davis-Standard para la extrusión de filamentos de plástico para la impresión 3D. Se corrió una línea de demostración con una extrusora DS y equipos Conair aguas arriba y aguas abajo, y se realizaron pruebas de laboratorio en Conair Extrusion en Pinconning, Mich., donde se han logrado tasas de rendimiento de 400 a 600 pies/min (122-183 m/min), que según Conair es tres o cuatro veces mayor que lo típico en la industria. La velocidad no se ha logrado a expensas de la calidad: Conair ha registrado variación de diámetro apenas de 0,0005 pulgadas (0,1524 mm) y menos de 0.001 pulgadas (0,305 mm) de variación en la ovalidad del filamento.
Conair diseñó el dado de extrusión GRH-1.0 específicamente para la producción de filamentos/varillas. Al salir, el extruido entra al tanque de enfriamiento/dimensionamiento multipaso HTMP de Conair. El filamento hace tres pasadas a través del tanque antes de salir a una banda haladora de precisión y a una bobinadora de corte y transferencia automática servo-conducida de Conair. Entre el tanque de enfriamiento y el halador, un medidor láser de Zumbach Electronics (zumbach.com) monitorea continuamente el diámetro y la ovalidad y proporciona un circuito de retroalimentación para el control de la línea de extrusión.
Novatec Inc. está ofreciendo tanques de vacío en secciones estándar de 6 ft (una sección de 4 pies también está disponible) para reducir los plazos de entrega. En un esfuerzo por reducir el precio, también se ofrecen ahora tanques de aspersión que cuentan con ensambles rotomoldeados; el tanque es de HDPE, igual que el sumidero debajo. Estos tanques están disponibles en secciones transversales de 12 x 12 pulgadas y longitud de 18 pies.
Noticias sobre producción de compuestos
Como se informó anteriormente en la previsualización de marzo NPE2015, la extrusora QC3-43mm de doble tornillo co-rotante de Entek fue diseñada para satisfacer las necesidades de corridas cortas y de cambio rápido de fabricantes de Norte América, en particular aquellos en el negocio del color.
En la feria, Entek informó sobre características no reveladas anteriormente. Estos incluyen el QC Feed Chute, con un ensamble rápido que se puede quitar dando media vuelta al cerrojo. El canal también tiene una tapa rápidamente desmontable para acceso y fácil limpieza (con dos cerrojos de media vuelta), y se extiende en el barril de alimentación para minimizar los requisitos de limpieza del mismo. Otra de las novedades son las torres de vacío y el QC Vent intercambiables, cuyo diseño permite separarlas para su limpieza fácil. Dos broches permiten el acceso cuando la cubierta está encendida, y permiten la remoción fácil de todo el ensamble, incluyendo el inserto de ventilación introducido en la extrusora. Un deflector de aire del motor QC en la nueva extrusora impide que el aire sople materiales hacia el interior de la máquina, lo que resulta en menos complicaciones y una apariencia más limpia.
El nuevo QC Die de Entek. se caracteriza por ser tener piezas tradicionalmente difíciles de limpiar (pequeños agujeros, contornos irregulares) que ahora están diseñados como una sola pieza, para que puedan ser removidos fácilmente. Estas piezas se pueden limpiar en un horno, mientras que un conjunto limpio se pone en su lugar en cuestión de segundos. Todos los sujetadores desmontables utilizan la misma herramienta hexagonal grande, ideal para el uso de una sola llave. Para completar el cambio, un operario remueve de 4 a 8 tornillos, saca piezas sucias, las reemplaza con piezas limpias, y a continuación, vuelve a instalar los tornillos. No hay necesidad de purgar el dado, lo que elimina los residuos y reduce costos, tiempo de inactividad, y disminuye la contaminación.
El nuevo sistema de control de Entek ofrece acceso remoto a todos los componentes y al sistema en la extrusora; consta de un gabinete integrado con enfriamiento estándar; 100% sin repisas; el material eléctrico está totalmente integrado al control de temperatura sin controladores externos; con una funcionalidad mejorada (tendencia y diagnóstico) en la interfaz del operador; y sin cuotas de licencia anual para el software.
KraussMaffei Berstorff mostró la ZE A 60 UTXi, una extrusora de doble tornillo, disponible en diferentes versiones para una amplia gama de aplicaciones.
La NPE2015 marcó el debut en Norteamérica de la extrusora de doble tornillo recientemente rediseñada ZSK 26 Mc18 para laboratorio, de Coperion. Tiene un mayor torque de 15 Nm/cm3 y es capaz de mayores rendimientos, también permite una mejor simulación de modelos de producción en la serie ZSK Mc18.
Además, Coperion introdujo un sistema de final de línea para fabricantes de compuestos que pesa, empaca, y paletiza un producto después de la peletización. La máquina de empaque formado-llenado-sellado, llamada IBP 250, cuenta con un diseño compacto y controles que se pueden navegar de manera intuitiva a través de pantalla táctil. Su diseño modular permite una fácil actualización del rendimiento de la máquina, el cual se hace sin reemplazar el sistema completo. Tiene opciones como comprobar la báscula, detector de metales, sistema de etiquetado de bolsas, y la limpieza automática. La máquina también tiene funcionalidad de auto-limpieza.
Leistritz mostró una nueva ZSE-90 Maxx, extrusora co-rotante de doble tornillo con un L/D 52:1 y dos unidades secundarias. Es una unidad de trabajo pesado, diseñada para procesar compuestos altamente cargados y resinas de ingeniería utilizando un motor de corriente alterna de 600 kW, sin escobillas y refrigerado por agua. Leistritz también demostró su sistema ZSE-27 Maxx “directo a lámina” para la composición y producción de muestras de láminas prototipo en línea. Los beneficios de la extrusión directa de láminas incluyen una menor historia de calor/cizalla y ahorro de costos por peletización.
Como se informó anteriormente, Century Extrusion introdujo una nueva serie de máquinas de alto torque con base en su línea existente CXE. Century también mostró una extrusora doble tornillo para laboratorio de 26 mm para masterbatch y aplicaciones de bajo volumen.
Farrel Pomini presentó un CP (procesador compacto) 1000 con algunas novedades. Una Auto-Alineación de sello, pendiente de patente, ofrece una instalación más rápida, mejor rendimiento en el sello de polvo, y vida más larga que los sellos estándar.
En peletización, Reduction Engineering Scheer presentó la próxima generación de la serie 3500 para salidas medianas y altas de 2976 a 11750 libras/h. El nuevo modelo cuenta con un ajuste superior mejorado en el espacio de alimentación. Los ajustes están dirigidos a lograr un acceso más fácil del operario, sin necesidad de herramientas. Los ajustes del espacio del rotor se hicieron de tal manera que sea más fácil para el técnico ajustar la distancia de corte.
La firma también debutó en algo que está llamando la atención de la industria: un baño de agua y un secador de vacío combinados en un solo sistema. La unidad compacta incorpora un tanque de agua de refrigeración con una banda móvil de secado por vacío totalmente ajustable, que bombea el agua de nuevo en el tanque. La compañía dice que la combinación del tanque de agua y el secador en un solo sistema ofrece una mayor flexibilidad, libera espacio entre el baño de agua y la peletizadora, y ahorra espacio en comparación con las configuraciones típicas.
Coperion mostró una SP (peletizadora) 100 EN con un ancho de trabajo de 3,94 pulgadas. Con 20 filamentos (en 0.118 pulgadas de diámetro), alcanza tasas de transferencia de hasta 1433 libras/h.
Automatik mostró la peletizadora Primo 200E, para producir masterbatches a velocidades de hasta 1,5 toneladas/hora. Automatik también exhibe el nuevo sistema de peletización bajo agua Sphero S. Cuenta con una única estructura de bastidor móvil para alineación superior en un diseño más compacto y un diseño probado de cámara de corte y de cuchillo.
El nuevo modelo G3 de peletizadora bajo agua mostrado por Gala Industries tiene el mismo tamaño físico de una peletizadora Modelo 6 y funciona al doble de la tasa (de 1102 a 7165 lb/h).
Nordson BKG mostró un nuevo filtro para el sistema de control de temperatura del agua de su serie Master-Line de peletizadoras bajo agua. El dispositivo se dice puede reducir el tiempo de inactividad y la intervención del operario, proporcionando filtración continua y automatizada de los finos.
En otras noticias de extrusión se informó anteriormente que Polymer Systems Inc. mostró un nuevo cambiador de dado hidráulico (HDC) que utiliza una placa de deslizamiento de cambio rápido para intercambiar cabezales en una extrusora. El sistema, con aplicación de patente, es adecuado particularmente para las líneas que deben ser purgadas durante los cambios de cabezal, tales como procesamiento de láminas espumadas.
Maag mostró una bomba de engranajes con doble salida, extrex GPD. Este dispositivo puede suministrar dos bloques de boquillas diferentes con una corriente de masa fundida individual y constante.
Colfax mostró las bombas de engranajes de Serie BB PEP de su marca Zenith Pumps. Estas operan a velocidades de flujo 0,2 a 25 lb/h, con una temperatura máxima estándar de 600°F (950°F con sellos y elementos de fijación especiales).
High-Technology Corp. presentó sus últimos controles que, según la firma, proporcionan el sistema más completo hasta la fecha para controlar los cambios operacionales en pantalla y proporcionar información continua sobre los parámetros. La automatización completa de la función de filtración significa que el cambio de malla se convierte en un elemento totalmente integrado en el proceso de extrusión. Las funciones de cambio de malla están completamente automatizadas, permitiendo meses de funcionamiento sin parar, sin interrupciones del proceso.









Contenido relacionado

Pronósticos económicos para la industria del plástico en 2024
El economista jefe de la Asociación de la Industria del Plástico (PLASTICS), Perc Pineda, comparte su opinión sobre las condiciones económicas para la industria del plástico en el año de NPE.
Leer Más
Fictiv expande su capacidad de manufactura en México
La compañía Fictiv, especializada en fabricación a través de una red global de socios, apuesta por México como un centro estratégico para sus operaciones, con planes de desarrollar capacidades de moldeo por inyección en el país y fabricar herramientas localmente para el mercado norteamericano.
Leer Más
NPE 2024: el mayor encuentro de bioplásticos en América
Con más de 45 expositores especializados en bioplásticos, la NPE 2024 promete ser una ventana al futuro de los plásticos sustentables.
Leer Más
Innovación en reciclaje de plásticos: solución móvil de espectroscopía
En el stand de Basf en la NPE se presentó la subsidiaria trinamiX que introdujo un avanzado espectrómetro móvil. Este dispositivo está diseñado para simplificar la identificación de polímeros en las industrias de reciclaje de plásticos y textiles. Conozca cómo funciona.
Leer MásLea a continuación

Así van las proyecciones en economía circular para los plásticos
¿Qué tan cerca estamos de alcanzar la meta de lograr empaques plásticos 100 % reusables, reciclables y compostables para 2025? ¿Qué acciones vienen en curso para cumplirlas? Entrevista exclusiva con la Fundación Ellen MacArthur sobre el panorama de los plásticos en la economía circular en el mundo y en América Latina.
Leer Más
Oportunidades de la Industria 4.0 para la nueva normalidad en México
La pandemia ha generado graves afectaciones en diversas actividades y sectores económicos de todo el mundo. Sin embargo, detrás de esos problemas llegaron grandes oportunidades, como la adopción acelerada de la digitalización y la diversificación del portafolio de muchas empresas. Aquí la Industria 4.0 tiene mucho que ofrecer.
Leer Más
Soluciones tecnológicas para la circularidad de los empaques plásticos
Proveedores de tecnologías para la industria de plásticos, miembros del Compromiso Global liderado por la Fundación Ellen MacArthur, enfocan sus recursos de innovación hacia la creación de soluciones que permitan reciclar y reutilizar el 100 % de los empaques plásticos. Conozca algunas de estas aplicaciones.
Leer Más