Enfriamiento en moldes de inyección con CO2 líquido
Manufactura aditiva y enfriamiento localizado con CO2 son las nuevas soluciones que está empleando un moldeador de productos para las industrias médica y automotriz, con el fin de catapultar su productividad y calidad.

Compartir
Lea a continuación




La fabricación de aditivos y el enfriamiento localizado con CO2 líquido son las nuevas herramientas de la empresa para aumentar la productividad y la calidad.
Los hundimientos, los ciclos excesivamente largos o retos tan difíciles como llevar agua dentro de un pasador o espiga de núcleo largo y delgado, son problemas que todo moldeador ha enfrentado en algún momento.
Hasta hace poco, las opciones para hacer frente a estos problemas habían sido limitadas. Sin embargo, un fabricante de productos mediante moldeo por inyección ha descubierto nuevas tecnologías para refrigerar los moldes, que rompen viejas ideas preconcebidas de lo que es posible.



PTI Engineered Plastics (Macomb, Michigan, E.U.) es una empresa privada, fundada en 1984. Su mercado es de aproximadamente 50% partes médicas y 35% para la industria automotriz, el resto abarca defensa, electrónica y productos de consumo. PTI opera una planta de 14,500 metros cuadrados (155,000 pies cuadrados) con 46 prensas de 12 a 750 toneladas. Desde 2012, la planta ha vinculado a 100 empleados, para llegar a un total de más de 250.
La mitad de los negocios de la empresa son prototipos y trabajos de corridas cortas. “Nuestro punto óptimo es de 50,000 a 150,000 partes”, dice Scott Kraemer, director encargado de diseño corporativo, nuevas tecnologías y Tech Academy. “Tenemos clientes en industria médica que hacen solamente de 5,000 a 20,000 piezas al año, pero son piezas de producción”.
PTI utiliza principalmente moldes de aluminio QC-10 (que se fabrica internamente) para prototipos y corridas cortas. Para los trabajos largos, PTI también diseña y construye herramentales de acero o "híbridos", con bases de aluminio e insertos de acero.
Tan largo como el nombre del cargo de Kraemer es también la lista de sus tareas. “Me pongo muchos sombreros”, dice. Dos de estos incluyen la responsabilidad de diseño de moldes y la implementación de nuevas tecnologías, los cuales ha combinado para dar lugar a dos soluciones para enfrentar los desafíos en el enfriamiento de los moldes. Su tercera responsabilidad es la "escuela" de PTI para enseñar a estudiantes de secundaria acerca de las opciones en estudios de manufactura.
El potencial del enfriamiento localizado con CO2 líquido

Panel de instrumentación médica de policarbonato muestra un hundimiento que fue eliminado con enfriamiento localizado con CO2 líquido, sin afectar el tiempo de ciclo.
PTI Engineered Plastics tiene una historia de éxito con la tecnología de enfriamiento localizado con CO2 líquido (LCO2) que se ha utilizado en Europa desde hace varios años y que fue introducida en Estados Unidos en 2012 por Linde North America.
Esta tecnología consiste en llevar el LCO2 por presión a las áreas del molde donde es difícil dispersar el calor con refrigeración por agua convencional. Una vez liberado de un tubo presurizado, el LCO2 se expande en una mezcla de “nieve y gas” de alrededor de -79°C (-110 °F), que tiene alta capacidad de enfriamiento gracias a la energía de transición de la fase de sólida a gaseosa.
“El CO2 líquido puede entrar en espacios pequeños donde es difícil usar agua”, dice Kraemer. “Y lo bueno es que no hay que preocuparse por tener una línea de retorno para sacar el CO2, porque al convertirse en un gas, luego se ventila por el herramental”.
Aplicaciones prácticas del enfriamiento con CO2 líquido
En el último año, PTI ha utilizado enfriamiento localizado con LCO2 en más de media docena de moldes de ocho a 48 cavidades. Un ejemplo es un panel en policarbonato para un cliente que hace equipos médicos (foto).
El panel es de 38 x 45.72 centímetros x 6.35 centímetros de profundidad (15 x 18 pulgadas x 2.5 pulgadas de profundidad). Tenía un problema de hundimiento que fue resuelto con la refrigeración localizada a través de un pasador de núcleo. "Así, eliminamos el hundimiento sin cambios en el tiempo de ciclo", dijo Kraemer.

Piezas hechas con polvo de metal sinterizado por láser: El inserto de la izquierda muestra una estructura entramada que reduce el peso y puede acelerar el enfriamiento, minimizando el uso de metales donde no se requieren. Los núcleos de la derecha muestran enfriamiento conforme a la integración en las piezas del láser sinterizado. El pasador de núcleo largo y delgado (centro) se hizo con canales integrados para el agua o por enfriamiento localizado con LCO2 (parte inferior) casi hasta la punta.
Otro ejemplo que él destaca es una pieza médica en nylon claro de 0.6 centímetros de diámetro y 3.8 centímetros de largo (0.25 pulgadas de diámetro y 1.5 in de largo), que cuenta con un pasador de núcleo de 0.2 centímetros de diámetro (0.100 pulgadas de diámetro).
“No había manera de usar agua allí” asegura Kraemer. A los 38-40 segundos, la parte excedía el tiempo de ciclo mencionado, así que cortamos un agujero en el pasador e inyectamos LCO2. El ciclo bajó a 26 segundos”, comentó.
Kraemer está evaluando “herramentales problemáticos” con inconvenientes de calidad o duración excesiva de los ciclos, como candidatos para enfriamiento localizado con LCO2. También está empezando a diseñar moldes pensados desde el principio para enfriamiento con LCO2. "Esto nos permite enfriar donde antes no podíamos", aseguró. Kraemer también está interesado en experimentar con LCO2 en la conformación de canales de refrigeración que rodeen el contorno de la pieza.
Integración de la manufactura aditiva en el enfriamiento de moldes
Una forma de diseñar componentes de herramientas para el enfriamiento localizado con LCO2 es a través de la fabricación aditiva (también conocida como impresión 3D). La construcción de un inserto u otro componente en capas delgadas de metal en polvo, le permite incorporar canales de refrigeración de cualquier forma en cualquier lugar, sin costo adicional.
En la experimentación con láser sinterizado de metal directo (DMLS), desde octubre pasado, Kraemer ha construido insertos de núcleo de 7.6 centímetros de diámetro y 17.7 de largo (3 pulgadas de diámetro y 7 pulgadas de largo), con conformación de refrigeración interna.
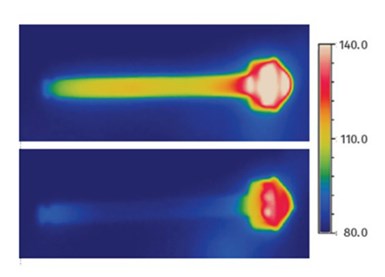
Los termogramas infrarrojos muestran el desmoldamiento de una parte clara de nylon usada en industria médica, mucho más fría gracias al enfriamiento localizado con LCO2 (abajo), lo que permite una reducción drástica del tiempo de ciclo.las cuatro imágenes siguienes
Se muestra aquí un pasador o espiga de núcleo largo hecho con DMLS que tiene canales de agua internos y externos de 0.10 centímetros (0.040 pulgadas). Con el fin de lograr el enfriamiento de la mayor parte hasta la punta de 0.2 centímetros (0.100 pulgadas de diámetro), Kraemer construyó una segunda versión del pasador de núcleo con canales para LCO2 de 0.10 centímetros (0.040 pulgadas).
Kraemer también encontró que el DMLS permite construir insertos de herramentales con una estructura de entramado, cuando la aplicación de fuerza no es un problema. Eliminar tanto metal como sea posible, hace que el componente sea más ligero en peso y potencialmente más rápido para enfriar. Al cierre de esta edición, Kraemer había comenzado ensayos para la construcción de un inserto con estructura de entramado con la función de enfriamiento localizado con LCO2.








Contenido relacionado

Axiom Group amplía su planta de moldeo de autopartes en Guanajuato
Axiom agregará ocho máquinas de moldeo por inyección, así como 55 herramientas y 90 números de pieza diferentes a su base existente.
Leer Más
Plásticos y aditivos avanzados: claves en la movilidad sustentable
La fabricación de vehículos impulsados por energías alternativas avanza en materia de sustentabilidad, autonomía y ligereza gracias a los recientes aportes de la industria de plástico en polímeros, aditivos y procesos. Conozca cuáles son estas contribuciones para vehículos más seguros y eficientes.
Leer Más
Mercado de máquinas inyectoras crecerá 6 % anual para 2030
Según pronóstico de Spherical Insights & Consulting, el mercado mundial de máquinas de moldeo por inyección crecerá hasta los USD 17,8 mil millones para 2030.
Leer Más
Tecnología multicapa para la producción de faros LED
Descubra cómo la tecnología multicapa optimiza el tiempo de ciclo en el moldeo por inyección, y las implicaciones en las luces LED.
Leer MásLea a continuación

Termodinámica y enfriamiento en moldes de inyección de plástico
Explore cómo la primera ley de la termodinámica se aplica en moldes de inyección y la importancia del enfriamiento mediante circulación de agua. Descubra técnicas de diseño eficientes.
Leer Más
Avances en tecnologías para enfriamiento conformal de moldes
En la actualidad hay un mayor reconocimiento del papel que juega la refrigeración del molde en el ciclo de procesamiento. Esto ha generado que las fábricas de moldeo utilicen el enfriamiento conformal cuando se diseñan las características del núcleo o áreas de difícil acceso.
Leer Más
¿Por qué se necesitan reglas globales para el uso de polímeros?
La legislación de la ONU tiene el potencial de reducir la contaminación por plásticos a escala mundial a través de un lenguaje firme y claro y de objetivos jurídicamente vinculantes.
Leer Más