Optimice la configuración de su máquina de moldeo por inyección
Aprenda cómo utilizar gráficas de presión vs tiempo en moldeo por inyección para mejorar la calidad y eficiencia de su proceso.
.jpg;width=70;height=70;mode=crop;format=webp)



Uno de los muchos desafíos en el moldeo por inyección es programar la interfaz o el control de su máquina. Existen numerosos datos de entrada para las diversas funciones, como inyección, movimiento de la unidad de cierre, recuperación del husillo, expulsión, temperaturas, etc.
No hay pantallas estándar, e incluso el mismo fabricante a menudo cambia las pantallas del control con diferentes modelos. Ahora agregue el hecho de que la mayoría de los procesadores tienen que lidiar con varias marcas diferentes en su planta, y la programación se convierte en una tarea desalentadora.



La lógica de estos controles puede ser intuitiva para usted y desafiante para mí, y viceversa. Todos tenemos nuestros favoritos. Pero todos queremos que la inyectora haga lo que sea necesario para hacer una pieza aceptable. Usted sabe lo que quiere que haga el control y la máquina y puede pensar que lo ha programado correctamente.
Pero, de hecho, ¿tiene la configuración correcta o ha ingresado algunos errores? ¿Cómo verifica que la máquina esté configurada para hacer lo que desea, incluso si ha ingresado correctamente los parámetros?
Afortunadamente, puede realizar una comprobación rápida que muestra que su proceso está ajustado correctamente y le brinda lo que usted desea.
Con un enfoque en la fase de inyección y el proceso de sostenimiento, la mejor manera de verificar su ajuste es trazar la presión de inyección con relación al tiempo.
La mayoría de los controles de las máquinas tienen esta capacidad de representación gráfica / trazado. Esto no solo verificará lo que la máquina está haciendo en la inyección, sino que también le dirá si la máquina está actuando de forma repetitiva. Esa es la buena noticia.
Desafíos en la programación de máquinas de moldeo por inyección
La mala noticia es que el ajuste de esta pantalla del control llevará algún tiempo, ya que no son las pantallas más fáciles de manejar. Para ser sincero, estas pantallas gráficas a menudo pueden ser confusas, pero la preparación vale la pena. Verificar este gráfico no solo le ahorrará mucho tiempo y molestias, sino que también lo hará un mejor moldeador. Así que ponga manos a la obra y hágalo.
Por lo general, tiene varias opciones: presión de inyección, velocidad de inyección, posición del husillo, etc., pero hágalo de forma sencilla. Comience con un gráfico a la vez y aprenda. Mi elección es la presión de inyección contra el tiempo (no la posición del husillo). Las máquinas no siempre hacen lo que espera, pero esta gráfica verificará que la máquina esté haciendo lo que usted desea. Es una foto de su proceso… ¿por dónde comenzar?
Recursos y consejos para configurar gráficos en la máquina
Para minimizar la frustración y hacer esto lo más rápido posible, pregunte para ver si uno de los técnicos de proceso de la empresa lo ha descubierto para que puedan enseñarle. Si no hay nadie en la empresa para ayudarlo, llame al proveedor de su máquina y pregunte si hay un representante técnico familiarizado con el ajuste de la función gráfica de su control.
Los gráficos generalmente pueden trazar más de una curva a la vez, pero comience con la presión de inyección contra el tiempo y elija un color particular para esta curva. Estandarice este color para todas sus inyectoras para que sepa que el color muestra la presión de inyección.
El gráfico debe trazar la presión de inyección del material plástico (no la presión hidráulica) contra la curva de tiempo, si es posible. La presión hidráulica contra el tiempo es mi segunda opción. (Las dos curvas se verán similares, pero tienen escalas de presión diferentes). Una vez ajustada, esta página será una página de acceso para hacer una verificación rápida para ver si el proceso se está ejecutando como se desea.
Ejemplos y análisis de gráficos en moldeo por inyección
Algunas sugerencias para que esto sea lo más útil posible:
- La escala vertical (eje y) debe ser presión, digamos, 0 - 25,000 psi de presión sobre el material plástico.
- La escala horizontal (eje x) debe ser el tiempo, cubriendo aproximadamente tres cuartos del tiempo de su ciclo.
- NO active la escala automática, mantenga la escala fija, ya que verá los cambios más fácilmente.
- Busque la capacidad de sobreponer las curvas de presión para disparos sucesivos, una excelente manera de ver si el proceso es repetible.
- Si es posible, capture o almacene una curva de referencia cuando esté haciendo piezas aceptables. Esto debería ser útil si Control de Calidad luego encuentra partes que están fuera de tolerancia.
¿Cómo deberían verse las gráficas y qué debería buscar? Ver Fig. 1, una gráfica de la presión de inyección del material plástico frente al tiempo. Si bien no hay una gráfica "típica", debe haber similitudes. Las secuencias de la máquina se indican como referencia. Todas las curvas no se verán exactamente así, pero deberían ser similares.
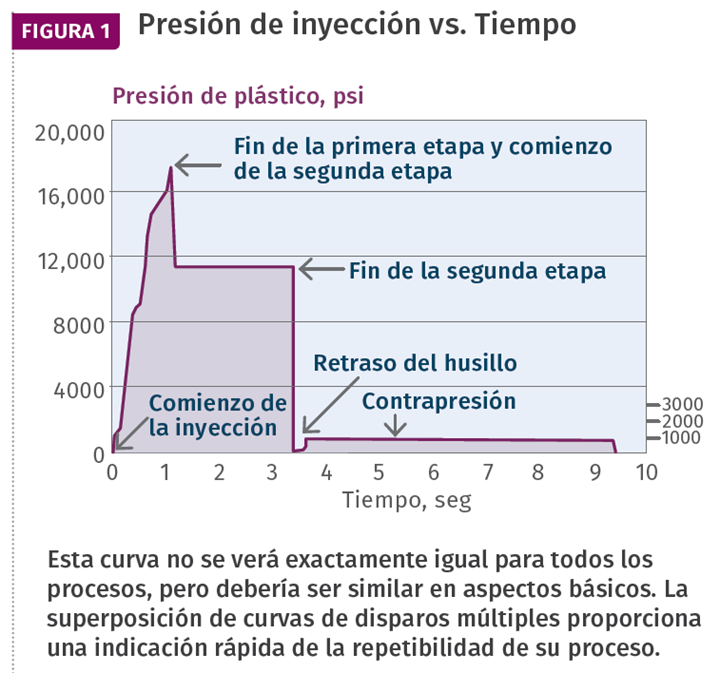
Presión de inyección vs. Tiempo.
Imagine que si pudiera sobreponer varios disparos, podría ver fácilmente si la máquina fue repetitiva, y si hubiera una falla de la máquina, podría decir fácilmente en qué etapa estaba ocurriendo y si estaba sucediendo en cada disparo o al azar.
Un ejemplo de un problema que debe corregirse aparece en la Fig. 2, que es otra gráfica de la presión de inyección del material plástico contra el tiempo. Esta curva muestra cómo se ve un tapón frío en la boquilla. Tenga en cuenta que este tapón frío no siempre quedará atrapado en la boquilla. Puede terminar fácilmente bloqueando parcialmente un punto de inyección.
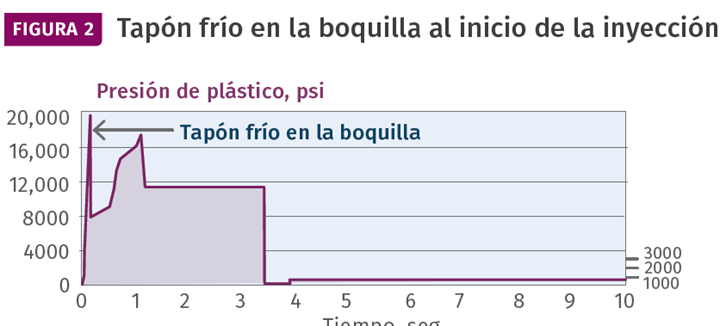
Ejemplo de cómo la curva puede ayudar en la resolución de problemas. Así es como se ve cuando hay un tapón frío en la boquilla. La curva cambiaría aún más si el tapón no queda atrapado en la boquilla, pero termina bloqueando una cavidad.
En pocas palabras: la curva de presión vs. tiempo es una foto poderosa de su proceso. Proporciona resultados, no ajustes. Comprender las complejidades de estas curvas proporcionará una mejor consistencia de las piezas, comprensión del proceso y una resolución de problemas más rápida. Ahora es el momento de comenzar a usarla.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan., un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con john@scientificmolding.com; scientificmolding.com








Contenido relacionado

Cálculo preciso del volumen en máquinas de moldeo por inyección
Descubra la importancia de calcular el volumen de inyección y cómo garantizar que su cilindro tenga la capacidad adecuada. Evite errores comunes en el moldeo por inyección.
Leer Más
Válvulas de no retorno en moldeo por inyección
Explore la importancia de las válvulas de no retorno en el moldeo por inyección, sus distintas versiones y los retos que presentan en la industria.
Leer Más
Guía de limpieza para el sistema de plastificación
Todo lo que necesita saber sobre la limpieza y mantenimiento del sistema de plastificación. Descubra cómo minimizar el tiempo de parada y desperdicios en procesos de extrusión y moldeo por inyección.
Leer Más
Claves para seleccionar el cañón correcto en inyección de plásticos
Análisis técnico sobre la elección del cañón de plastificación. Conozca las ventajas de utilizar dos cilindros y cómo maximizar la eficiencia en el moldeo.
Leer MásLea a continuación

Procedimiento Delta P para el tiempo de llenado en moldeo por inyección
Aprenda cómo implementar el procedimiento Delta P en el moldeo por inyección para mantener un tiempo de llenado constante y optimizar su proceso de producción
Leer Más
Gestión de cables en máquinas de moldeo por inyección
Descubra cómo la correcta colocación de cables en las máquinas de moldeo por inyección puede mejorar la eficiencia y la seguridad, reduciendo el tiempo de inactividad y los costos de mantenimiento.
Leer Más
Moldeo por inyección de plásticos: inyectoras, materiales y tendencias
Desde los fundamentos hasta las mejores prácticas y últimas tendencias, desglosamos todo lo que debe saber sobre el moldeo por inyección para la producción de piezas plásticas.
Leer Más