Desgasificación en extrusoras: ¿izquierda, derecha o superior?
Explore cómo funciona la desgasificación en extrusoras, las diferencias entre izquierda, derecha y superior, y cómo afecta la gravedad.
.jpg;width=70;height=70;mode=crop;format=webp)


La mayoría de las extrusoras monohusillo gira en el sentido contrario a la dirección de las manecillas del reloj (a la derecha) y tiene su sistema de desgasificación o venteo en el lado izquierdo, en el momento del estiramiento de la película.
Las pocas extrusoras que giran siguiendo las manecillas del reloj (a la izquierda) tienen su sistema de desgasificación a la derecha, también en el momento del estiramiento. Los tornillos rotativos de derecha e izquierda pueden ser también desgasificados en la parte superior.



¿Cuál es la mejor opción? Elegir el lugar del sistema de desgasificación tiene consecuencias, por lo que necesitará entender las ventajas y desventajas de cada una de las posibilidades antes tomar una decisión.
Función y diseño del desviador de desgasificación
Primero tiene que entender el propósito y función del desviador de desgasificación para comprender por qué hay diferencias cuando la desgasificación se hace a la izquierda, a la derecha o en la parte superior. En pocas palabras, el diseño del desviador es crucial para solucionar problemas en la desgasificación.
El desviador es una clavija de ajuste de precisión que se forma para acoplarse precisamente a la pared del barril con un área contorneada "de descanso" en la superficie del cilindro (ver Fig. 1).
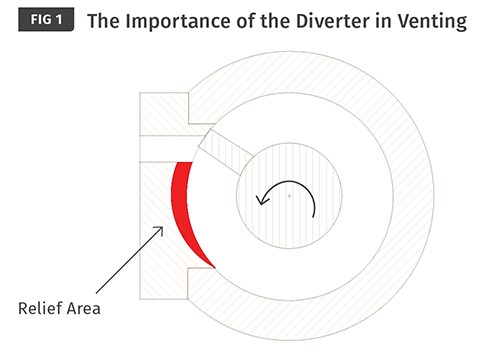
El desviador es una clavija de ajuste de precisión que se forma precisamente para ajustarse la pared del barril con un área de descanso contorneada en la superficie del cilindro. Cuando la masa fundida pasa la apertura en el desviador, alcanza una zona de descanso diseñada para acomodar el material hasta que es forzado hacia el barril,
Recuerde que la masa fundida que es empujada por los filetes del tornillo también se pega al barril, y cuando pasa por la abertura del desgasificador —el flujo de resistencia mínima— tiende a ser forzado hacia fuera. Para contrarrestar este efecto, el desviador tiene un área de descanso para acomodar la cantidad de masa fundida que forzaría la apertura.
Las opciones básicas de ubicación de la desgasificación dependen de la gravedad y del volumen de elementos volátiles que se prevé saldrá de la desgasificación. Con un tornillo a la derecha, las tres opciones de diseño se muestran en la figura 2. (Este escenario completo se invierte para un tornillo ubicado a mano izquierda).
Desgasificación a la izquierda vs. a la derecha
La desgasificación a la izquierda trabaja con la gravedad. Como la masa fundida pasa la abertura y entra en el área de descanso del desviador, tiende a combarse hacia el barril debido a la atracción de la gravedad. Esto tiende a su vez a vaciar el área de descanso preparándose para el paso del siguiente filete del tornillo.
Lo mismo sucede con la desgasificación superior, donde la gravedad tira toda la masa fundida hacia abajo, donde está el área de descanso, y luego hacia atrás, hacia el cilindro. Esto hace que la desgasificación superior sea claramente la más efectivo para mantener la apertura despejada.
Desgasificación superior: ventajas y desafíos
La desgasificación a la derecha es la posición de desgasificación menos efectiva porque la masa fundida en el área de descanso tiende a hundirse hacia la abertura y luego es empujado más dentro de la abertura por el próximo filete del husillo.
La opción de desgasificar a la derecha requiere un área de descanso mucho más precisamente diseñada, y aun así es mucho más probable que atasque la abertura con la masa fundida. Este sucede particularmente cada vez que el tornillo se detiene, ya que esto le da a la masa fundida en el área de descanso más tiempo para hundirse en la abertura.
¿Por qué se usan sistemas de desgasificación a la derecha en esta situación tan poco óptima? En aplicaciones de coextrusión donde el espacio es muy justo, esta opción puede proporcionar mejor acceso a la desgasificación.
Aplicaciones especiales y desgasificación superior
En otros casos, el procesador puede sentir que tener los dos desgasificadores uno frente al otro limpia la planta, y el personal operativo puede acceder a ambos desgasificadores desde la misma posición. En otros casos es simplemente falta de conocimientos del funcionamiento del sistema.
Un sistema de desgasificación superior proporciona la mejor opción para mantener una abertura de desgasificación clara pero se utiliza sobre todo para situaciones especiales.
El problema con la desgasificación superior es que cuando se conecta (debido tal vez a un adaptador de frío en la etapa de estiramiento de la extrusora) la masa fundida puede ir por todo el barril y los calefactores en esa zona. También es difícil de observar la condición de la desgasificación sin subir a la zona caliente de la extrusora.
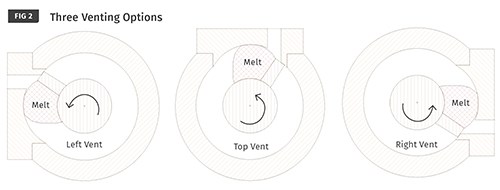
Los extrusores pueden desgasificarse en una de tres maneras. Las imágenes de arriba muestran las opciones cuando los tornillos giran en sentido contrario a las manecillas del reloj. La desgasificación izquierda es generalmente el mejor enfoque porque cuando la masa fundida pasa la abertura y entra en el área de descanso del desviador, tiende a combarse hacia el barril debido a la atracción de la gravedad.
Sin embargo, para casos donde se anticipa una gran cantidad de elementos volátiles, incluso con la desgasificación a la izquierda puede ser difícil evitar que la apertura se tapone debido a la “espuma” de la masa fundida.
Un diseño de desgasificación de la parte superior y la fuerza de gravedad pueden ser de gran ayuda en este caso, permitiendo que la masa fundida en el área de descanso, así como cualquier polímero que pueda haber entrado en la apertura, se hunda en el canal del tornillo.
Estos casos se presentan en aplicaciones como reciclaje de polímeros espumados, aplicaciones con materiales compuestos mediante extracción de agua y procesamiento del polímero excesivamente húmedos. En estos casos, las desventajas de una desgasificación superior son más que compensadas por las ventajas proporcionadas por la gravedad.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.









Contenido relacionado

Extrusión de plásticos: entienda la viscosidad y temperatura de fusión
Comprenda cómo la viscosidad y la temperatura influyen en la extrusión de plásticos y su relación con las curvas de velocidad de cizallamiento.
Leer Más
¿Por qué y cuándo debe recristalizar su scrap de PET?
Ya sea que usted fabrique botellas de PET mediante moldeo por soplado o extruya lámina APET, producirá desechos amorfos en el proceso. El manejo que usted le dé a este material afectará sus costos de producción. La re-cristalización puede ayudarle.
Leer Más
Diseño de dados para extrusión: desafíos en perfiles complejos
Conozca los retos que enfrentan los diseñadores de dados al trabajar con perfiles complejos en la extrusión de polímeros y cómo la tecnología de simulación puede facilitar el proceso.
Leer Más
Extrusión: viscosidad en polímeros no newtonianos
Explore cómo la viscosidad, cizallamiento y temperatura interactúan en polímeros no newtonianos y su impacto en la extrusión
Leer MásLea a continuación

Extrusora monohusillo con ranuras internas en el barril
En este artículo se explica el funcionamiento de una novedosa extrusora con ranuras a todo lo largo de la sección de plastificación.
Leer Más
Extrusión y ventilación: claves para materiales compuestos
Conozca la importancia de la ventilación en la extrusión de materiales compuestos y cómo resolver problemas comunes en el proceso.
Leer Más
Clasificaciones de moldes de inyección de plásticos: análisis detallado
Examine los factores que influyen en la durabilidad de los moldes de inyección. Desde la complejidad del diseño hasta la selección de materiales, aprenda cómo optimizar la vida útil de los moldes.
Leer Más