Extrusión: consideraciones de velocidad en husillos grandes
Explore cómo el diseño del husillo y las velocidades de operación afectan la eficacia de las extrusoras.
.jpg;width=70;height=70;mode=crop;format=webp)



Para fundir polímeros, es mucho más efectiva la disipación viscosa que la conducción de calor, debido a que los polímeros tienen una baja conductividad térmica.
Los husillos de extrusión plastifican o funden el polímero principalmente introduciendo energía al material y cizallándolo. Esta cizalladura o "disipación viscosa" es esencialmente lograda "estirando” el polímero. En una extrusora, por supuesto, un husillo rota en un cilindro estacionario y el polímero se asume que se adhiere al cilindro y al husillo, o al polímero que rota al interior del husillo. Este estiramiento o cizallamiento es una conversión de la energía mecánica a térmica gracias al giro del husillo en un líquido viscoso.
Cómo funciona la cizalladura en extrusoras: un enfoque práctico
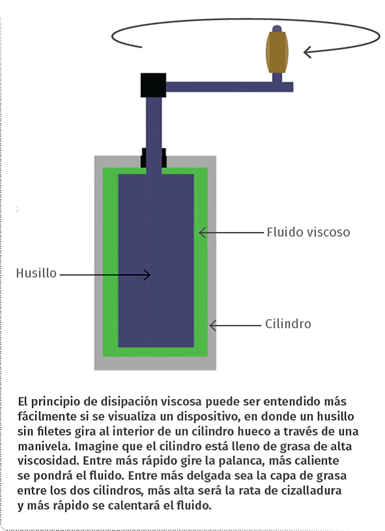
Probablemente es mucho más fácil de entender este principio si los filetes fueran removidos del tornillo. Imagínese un cilindro solido girando al interior de un cilindro hueco lleno con un líquido viscoso.



Ahora imagine que el cilindro interno se gira a través de una manivela, con el cilindro estacionario lleno de una grasa de alta viscosidad. Va a tomar mucho esfuerzo girar la manivela y este trabajo será transferido a la grasa y convertido en calor. Si usted puede rotar la manivela lo suficientemente rápido y por un tiempo largo, la grasa se calentará. Entre más delgada sea la capa de grasa entre los dos cilindros, mayor será la cizalladura y mayor será la velocidad de calentamiento de la grasa.
Un tornillo de extrusión trabaja bajo el mismo principio. En una extrusora, los filetes del cilindro interno permiten el transporte de material a través de él, generando presión y mejorando la plastificación. Esto es lo que diferencia una extrusora de una agitadora
Principios de disipación viscosa en polímeros: de la teoría a la práctica
A muy bajas velocidades, el husillo está limitado en cuanto a la cantidad de energía que puede introducir al polímero, análogo a la menor energía que se necesitaría para girar la manivela a menores velocidades. Cuando se introduce menos energía, es mejor usar un tornillo poco profundo, permitiendo el calentamiento en un menor tiempo. Si los canales del tornillo tienen una profundidad lo suficientemente pequeña, es posible fundir el polímero usando principalmente la disipación viscosa, incluso a bajas velocidades.
Para fundir polímeros, es mucho más efectiva la disipación viscosa que la conducción de calor, debido a que los polímeros tienen una baja conductividad térmica.
El calentamiento por disipación viscosa es proporcional a la velocidad rotacional; por lo tanto, si se reduce la velocidad, se reduce el espesor de la delgada capa adyacente al cilindro formada durante la fusión. Esto aumenta la longitud requerida en la zona de compresión para fundir el material (husillo convencional o de barrera); y una vez este sale de la zona de compresión, la rata de cizalladura es tan baja a bajas velocidades que la fusión debido al cizallamiento es muy poca.
El calor conducido por el cilindro es limitado debido a la pobre conductividad o propiedades aislantes de los polímeros. El calentamiento por conducción es particularmente poco efectivo para polímeros semi-cristalinos; un diferencial de temperatura sustancial entre la masa no fundida y la masa fundida que lo rodea es necesario para proveer ese "empujón" de energía y vencer el calor de fusión.
Usar secciones de poca profundidad permite tener una mayor disipación viscosa y por ende una menor distancia para conducir el calor desde el barril. Esta combinación de mecanismos de calentamiento permite tener velocidades de tornillo muy bajas.
Velocidades de operación en husillos de extrusión: qué necesita saber
El problema viene realmente cuando un husillo grande, diseñado para grandes producciones, gira a bajas velocidades. Los canales en estos husillos tienen una gran profundidad que evita una correcta fusión por disipación viscosa a bajas velocidades, haciéndolos altamente dependientes al calentamiento por conducción. El resultado es una pobre calidad en la masa fundida, salida inestable y una gran variación de temperatura en el material extruido. Entre más grande sea la extrusora, esto se vuelve más problemático.
Cada husillo de extrusión, dependiendo de su diseño, tiene un rango de velocidades de operación. Si giran a bajas velocidades, no entregarán la energía necesaria para la fusión. Los monohusillos no fueron diseñados para entregar la capacidad deseada de plastificación en todas las velocidades de rotación. En el campo médico en particular, hay aplicaciones nuevas para pequeños perfiles de extrusión, y generalmente hablando, simplemente no se pueden producir partes tan pequeñas con una extrusora grande a bajas velocidades
En algunos casos, un nuevo diseño con canales de menor profundidad puede ayudar. Otras adecuaciones rápidas incluyen aumentar el L/D del barril y el husillo, o precalentar el polímero para reducir el calor necesario por disipación viscosa y/o conducción. Pero casi siempre, la mejor solución es un husillo más pequeño.
Acerca del autor

Jim Frankland
Jim Frankland es un ingeniero mecánico que ha estado involucrado en todo tipo de procesos de extrusión durante más de 40 años. Ahora es presidente de Frankland Plastics Consulting, LLC. Contacto: jim.frankland@comcast.net o (724) 651-9196.








Contenido relacionado

Claves del procesamiento de coextrusión en polímeros
Descubra los fundamentos y desafíos del procesamiento de coextrusión en polímeros y cómo lograr resultados óptimos.
Leer Más
Soluciones para el desgaste de husillos en extrusión
Descubra las soluciones efectivas para combatir el acuñamiento y la desalineación en husillos, y mejorar el rendimiento de su máquina extrusora.
Leer Más
Extrusión de plásticos: entienda la viscosidad y temperatura de fusión
Comprenda cómo la viscosidad y la temperatura influyen en la extrusión de plásticos y su relación con las curvas de velocidad de cizallamiento.
Leer Más
Extrusión y ventilación: claves para materiales compuestos
Conozca la importancia de la ventilación en la extrusión de materiales compuestos y cómo resolver problemas comunes en el proceso.
Leer MásLea a continuación

Soluciones para el desgaste de husillos en extrusión
Descubra las soluciones efectivas para combatir el acuñamiento y la desalineación en husillos, y mejorar el rendimiento de su máquina extrusora.
Leer Más
Extrusión: desentrañando la tasa de fusión en polímeros
Descubra cómo los tornillos de procesamiento de polímeros influyen en la tasa de fusión y su relación con la geometría del tornillo.
Leer Más
Eficiencia en alimentación y diseño de tornillo en extrusión
La relación de compresión de un husillo no proporciona suficientes detalles sobre cómo va a funcionar. El diseño del tornillo es un acto de equilibrio que involucra diversas variables.
Leer Más