Procesamiento de PET: inyección soplado, extrusión de película y fibra
Descubra los factores clave en el procesamiento del PET y cómo abordar los problemas típicos en la producción de envases, películas y fibras de PET.
.png;width=70;height=70;mode=crop;format=webp)



Entre los diversos plásticos, el PET (polietileno tereftalato) es un material que pertenece a la familia de los poliésteres, el cual cuenta con una gran multiplicidad de aplicaciones, ya que es frecuentemente utilizado para hacer fibras, piezas moldeadas por inyección, contenedores y envases para bebidas carbonatadas y alimentos, así como para productos farmacéuticos y cosméticos.
La diversidad de usos de la resina PET implica la necesidad de considerar diferentes tipos de procesos para cumplir con los requerimientos técnicos finales del producto terminado, y a su vez cada proceso considera factores de operación o condiciones propias, como se puede apreciar en el siguiente esquema.



El PET se procesa generalmente por extrusión en estado fundido seguido por alguna forma de proceso de estiramiento (por ejemplo, moldeo por inyección soplado y estiramiento de película o lámina, estiramiento de fibras).
Inyección soplado - Biorientado

El PET se caracteriza por su alto grado higroscópico, es decir, absorben humedad del medio ambiente por lo que requieren de una obligada etapa de secado.
En el proceso de moldeo por inyección soplado biorientado, el PET es estirado biaxialmente para promover tanto un buen comportamiento mecánico del envase así como una excelente estabilidad dimensional y termo-mecánica, mediante la orientación molecular proporcionada.
Consiste en la inyección de una preforma que posteriormente se calentará y al mismo tiempo mediante un pistón y la aplicación de aire a presión, se estira hasta la base, lográndose una bi-orientación de las moléculas en dirección longitudinal y transversal. Dichas moléculas ordenadas proporcionan a los productos moldeados un incremento notable en sus propiedades de barrera y propiedades mecánicas.
Para la obtención de envases y contenedores se requiere del proceso de Inyección soplado donde se puede distinguir 4 etapas principales:
- Inyección de la preforma
- Estirado y soplado de la preforma
- Moldeo o formado del envase
- Enfriamiento
Entre los principales requerimientos que implican los diversos contenedores obtenidos por este proceso son: Propiedades barrera al CO2 (para bebidas carbonatadas), transparencia, resistencia al impacto, estabilidad térmica y dimensional.
Extrusión de película y termoformado
El PET puede obtenerse como una película transparente no cristalina o bien como fibra mediante un enfriamiento rápido del polímero fundido después de salir del dado de extrusión. El hecho de que el material se encuentre en un estado meta-estable se muestra claramente por su capacidad para cristalizar bajo una serie de factores de proceso y ambientales (velocidad de jalado, orientación, enfriamiento).
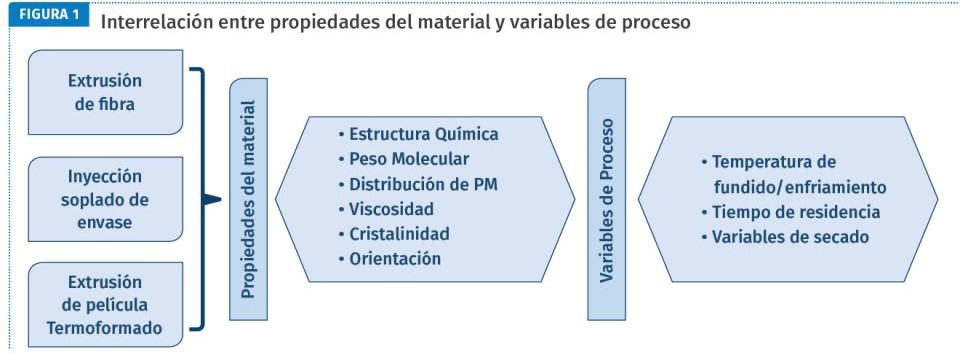
Figura 1. Interrelación entre propiedades del material y variables de proceso.
Al estirar la película bajo condiciones óptimas de temperatura, puede desarrollarse un grado de cristalinidad, lo cual puede resultar atractivo comercialmente, ya que esto permite aumentar su resistencia mecánica sin afectar la claridad original de la película.
La película de polietileno tereftalato (PET), se produce mediante un proceso de estirado, en el que la película fundida amorfa se estira en dirección de la máquina, haciéndola pasar sobre rodillos calientes para luego ser estirada en dirección transversal. La transformación del polímero en película o lámina comprende cinco etapas principales:
- Preparación y manejo de los materiales plásticos
- Fusión y extrusión
- Deformación o estirado
- Templado térmico
- Corte y rebabeo
La determinación de peso molecular es conveniente gracias a su influencia sobre las propiedades físicas de los materiales tales como la velocidad de cristalización (cristalinidad) y la viscosidad. La velocidad de cristalización disminuye al aumentar el PM. Por lo que la medición del PM de lámina permitirá estimar las propiedades mecánicas y su comportamiento en su aplicación final.
El PET puede ser termoformado en la mayoría de los equipos convencionales. Las condiciones de formado dependen del diseño específico del contenedor y del grado de orientación. Contenedores de baja presión necesitan un proceso de orientación de baja profundidad, mientras que para contenedores que demandan de alta presión y de propiedades barrera, se recomienda un proceso de orientación profundo, que induce un alto grado de orientación en la pared del contenedor, importante para que cumpla con las demandas de aplicación final.
Extrusión de fibra de PET
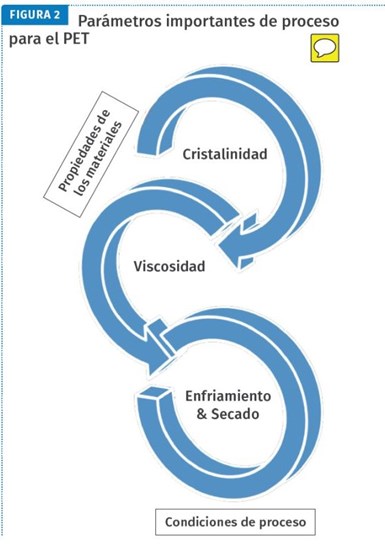
Fig. 2 Parámetros importantes de proceso para el PET.
Las fibras de PET, que generalmente se producen por hilado en fundido, a partir del polímero fundido, son el material sintético más utilizado para la producción de textiles. Durante el procesamiento en fundido del PET para fibra, es importante controlar la orientación molecular y el grado de cristalinidad de modo que se consigan las propiedades físicas y mecánicas deseadas.
El proceso de estirado de fibras se realiza entre dos rodillos a temperaturas por encima de la transición vítrea. El procedimiento de estirado es ampliamente utilizado para producir fibras textiles así como hilos industriales.
El proceso implica la extrusión forzada del polímero fundido a alta presión y velocidad constante a través de hileras (línea de orificios) en una corriente de aire de enfriamiento que permite la solidificación de los filamentos. Las fibras pasan a través de la hilatura a bajas velocidades de hilado (menos de aproximadamente 3500 m/min.)
El proceso de hilado en fundido contempla los siguientes requerimientos:
- El polímero no deberá ser volátil.
- El polímero no se deberá descomponer en estado fundido
De la información discutida previamente, de cada uno de los principales procesos utilizados para la trasformación del PET y de la interacción entre las propiedades del material y las variables de proceso, se pueden destacar como factores clave en su procesamiento los siguientes parámetros:
Cristanilidad y orientación
La influencia de la cristalinidad contribuye con la resistencia del flujo molecular durante el proceso de estiramiento, el grado de tensión aumenta (aumenta el módulo) resultando el producto más rígido y quebradizo.
El desempeño del estiramiento del PET, depende de la temperatura, peso molecular, velocidad de cristalización, tipo de copolímero y de la composición.
La cristalización inducida por deformación y la orientación son fenómenos que determinan las propiedades de los envases de PET obtenidos por inyección soplado. Por lo que propiedades como transparencia, resistencia y rigidez son fuertemente afectadas por el nivel de cristalización y la morfología, además de la temperatura tanto del molde como de la preforma, la presión de soplado y el tiempo de estirado.
Viscosidad y peso molecular
El PET puede clasificarse como resina de baja viscosidad o de alta viscosidad. El PET de baja viscosidad tiene una viscosidad intrínseca inferior a 0,75, mientras que el PET de alta viscosidad tiene una IV. de 0,9 o mayor. Resinas de baja viscosidad, se utilizan en una amplia gama de productos como fibra (aplicaciones textiles), botellas y película. Las resinas de alta viscosidad, o PET grado técnico o industrial, es utilizado en cables para neumático, fleje, cinturones de seguridad etc.
Una de las características más importantes del PET es su viscosidad intrínseca (IV). La viscosidad intrínseca del material depende de la longitud de sus cadenas poliméricas. Cuanto más largas sean las cadenas, más rígido será el material y, por tanto, mayor será la viscosidad. La longitud de cadena de un lote de resina se puede controlar durante la policondensación midiendo la viscosidad y manteniendo así la procesabilidad y la especificación del producto final en el intervalo deseado. Los grados del PET se clasifican de acuerdo a los valores de IV.
- Grado Fibra 0.40–0.70 grado textil 0.72–0.98 grado técnico
- Grado película 0.60-0.70 (película biorientada)
- Grado lámina/ termoformado 0.70 -0.85
- Grado envase
0.70-0.78 grado envase para agua
0.78-0.85 grado bebidas carbonatadas - Monofilamento de ingeniería 1.00 – 2.00
Secado del PET
El PET se caracteriza por su alto grado higroscópico, es decir, absorben humedad del medio ambiente por lo que requieren de una obligada etapa de secado.
En el caso del PET, la humedad contenida no sólo se encuentra en la superficie sino que se transporta en el interior del gránulo por difusión; por lo que el secado de los poliésteres es de mayor exigencia diferente de otros materiales, como las poliolefinas donde sólo la humedad superficial tiene que ser eliminada. Debido a la penetración de la humedad, se requieren tiempos relativamente largos y altas temperaturas de operación.
Para lograr un procesamiento eficiente del PET se requiere que la humedad sea menor de 0.004-0.005% antes de inyectar el material. La humedad presente, a la temperatura de fusión causa la degradación hidrolítica del polímero; resultando en una disminución de la viscosidad intrínseca que genera un decremento del peso molecular. Disminuyendo consecuentemente la dureza y la resistencia del producto final modificando las propiedades de flujo, provocando que se adhieran partes del material al molde y aparezcan nubes sobre la superficie del artículo.
En el presente artículo, se proporcionan bases de conocimiento frente a problemas típicos durante el procesamiento del PET, es decir ante el cambio de color, variación de calibre, rompimiento del filamento durante el procesamiento de fibras; variación de espesor en película o lámina, variación en la viscosidad, durante la obtención de lámina y termoformado de PET; la fractura de la preforma, variación de espesor y decoloración en el envase, durante la inyección soplado de envases de PET.








Contenido relacionado

8 consejos para lograr un proceso de moldeo por soplado exitoso
Descubra consejos prácticos para mejorar la calidad y eficiencia en el proceso de moldeo por soplado de plástico. Desde la selección del material hasta el control de defectos y el mantenimiento preventivo, esta guía ayudará a optimizar cada etapa del proceso.
Leer Más
Innovación automotriz: México brilla en los premios SPE
Descubra el impacto del talento mexicano en la innovación automotriz. Acompáñenos a explorar la vanguardia en la aplicación de plásticos para la fabricación de autopartes y componentes automotores, con lo más destacado en sustentabilidad, materiales y desempeño de la 52ª edición de los SPE Automotive Innovation Awards 2023.
Leer Más
¿Por qué pierden gas las bebidas envasadas en PET?: soluciones
Descubra las causas de la pérdida de gas en bebidas carbonatadas envasadas en PET y cómo la cristalinidad y orientación influyen en la permeabilidad.
Leer Más
Plásticos en Colombia: el papel del SENA en la formación y capacitación
El SENA (Servicio Nacional de Aprendizaje de Colombia) se ha convertido en el epicentro de la formación para la transformación de plásticos en ese país. Al respecto platicamos con Diego Andrés Díaz, capacitador de la institución.
Leer MásLea a continuación

Y la viscosidad, ¿qué papel juega cuando se procesa el PET?
A usted que fabrica envase o lámina termoformada de PET, ¿de qué manera le afecta si su resina es de alto o bajo peso molecular (muy viscosa o poco viscosa); o bien de baja o alta resistencia al fundido?
Leer Más
Tereftalato de polietileno (PET): procesamiento, reciclaje y futuro
El PET (tereftalato de polietileno) es un polímero termoplástico que se caracteriza por su resistencia, claridad y ligereza. Es esencial en diversas aplicaciones gracias a su versatilidad, durabilidad y reciclabilidad. En este artículo, exploramos la historia, las propiedades, la producción, las aplicaciones y el futuro de este material esencial.
Leer Más
Síntesis y polimerización del PET: métodos y factores
Explore los diferentes métodos y factores en la producción de PET, desde la síntesis del monómero hasta la policondensación en estado sólido.
Leer Más