Cómo lidiar con el estrés residual en piezas moldeadas
Aquí hay consideraciones de diseño, moldeo y fijación para ayudarlo a manejar este problema inevitable.
.jpg;width=70;height=70;mode=crop;format=webp)



A menudo comienzo mis artículos señalando la gran cantidad de variables involucradas en el moldeo por inyección. Y agradezco los comentarios de los lectores, así que agradezco a uno de ellos por señalar una variable que he ignorado por completo: los esfuerzos residuales en las piezas moldeadas por inyección.
Este es un problema en todas las piezas moldeadas por inyección y el hecho es que no podemos moldear ni siquiera la parte plástica más simple sin un esfuerzo residual. Este esfuerzo residual debe evaluarse durante el diseño, el moldeo, el montaje y el desempeño de la pieza. El estrés residual puede ser significativo y, a menudo, aparece como fallas en la pieza después de que la pieza ha sido enviada, ensamblada y en uso durante un tiempo. ¿Cómo y por qué es esto?



La respuesta es directa. Una parte falla cuando la suma de la tensión interna o residual y la tensión externa exceden la resistencia del plástico. Comenzaremos con una pieza fácil de moldear, una muestra para pruebas DTUL (distorsión por calor).
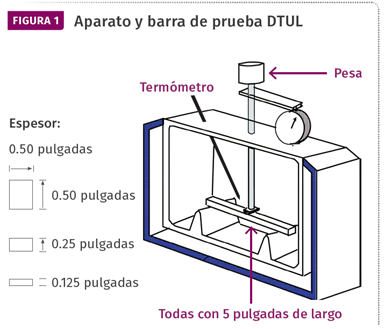
La barra de prueba DTUL común es de 5 pulgadas de largo × 0.5 pulgadas de ancho × 0.125, 0.25 o 0.5 pulgadas de espesor. La muestra de la prueba se presenta en la Fig. 1. Tenga en cuenta que el grosor de la muestra de prueba puede variar y puede hacerse por inyección o moldeo por compresión. Además, tiene la opción de probarlo como moldeado o templado. Templado significa que la pieza se calentó a una temperatura que permite aliviar la mayor parte del estrés moldeado.
El punto es que esta es una pieza fácil de moldear por inyección. Sin embargo, cuando se evalúa bajo las condiciones de prueba ASTM 256, existe una diferencia significativa entre una pieza moldeada (sin templado) y una parte templada o casi libre de estrés.
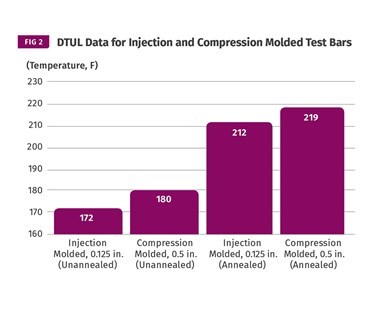
Los datos muestran una diferencia de 40 ° F (22 ° C) entre no templado y templado para una pieza moldeada por inyección, y 39 ° F (21 ° C) para el espécimen moldeado por compresión no templado frente a templado en los espesores especificados (Fig. 2). Claramente, hay tensión residual en esta parte relativamente simple de espesor uniforme.
Pasemos a las piezas moldeadas por inyección más típicas que tienen cambios significativos en el espesor de pared nominal y que a menudo incluyen geometrías complejas. Cuando estas piezas se moldean por inyección, se desarrollan muchas más tensiones residuales internas. ¿Por qué?
Estos son algunos factores que causan tensión residual en las piezas de plástico:
- Los termoplásticos son moléculas de cadena larga. Su estado de reposo o sin estrés es una cadena en espiral, algo así como un resorte en forma de gusano. Cuando se jala (estresado), el resorte se endereza, pero pueden sentir las fuerzas "residuales" que intentan devolverlo a su forma de bobina en reposo. El estiramiento del resorte es algo similar a lo que sucede con las cadenas moleculares de plástico cuando fluye bajo los esfuerzos cortantes del moldeo por inyección.
- Durante el llenado de una parte, estamos forzando el desenrollado de las cadenas de polímero; y dependiendo del grosor nominal de la pared, pueden o no tener tiempo para rebobinarse. En las piezas de paredes delgadas, la mayoría están congeladas en estado estirado o estresado. En partes más gruesas, las cadenas de polímeros tienen más tiempo para rebobinarse antes de solidificarse, y hay menos estrés residual. Se vuelve aún más complejo, porque el enfriamiento no es uniforme en todo el espesor de la pared.
- La superficie de la pieza se enfría rápidamente porque está pegada al acero relativamente frío. Debajo de la superficie de la pieza, el plástico está algo aislado por la piel exterior, ya que el plástico es un mal conductor del calor. Por lo tanto, las cadenas de polímeros en el medio de la pieza tienen más oportunidades de volverse a enrollar y tienen menos tensión residual que el polímero cerca de la superficie de la pieza.
- La velocidad de inyección juega un papel importante: los tiempos de llenado más rápidos desarrollan más cizallamiento, orientación molecular y tensión residual. La inyección más lenta proporciona menos orientación y estrés. Las aplicaciones de recubrimiento y pintura generalmente requieren velocidades de llenado más lentas para mantener baja la orientación.
- Las altas temperaturas del molde generalmente proporcionan menos tensión residual. Las temperaturas más bajas del molde proporcionan más tensión residual. Puede hacer una parte un poco más grande con bajas temperaturas de molde, pero tendrá más estrés residual y si atraviesa un ciclo térmico como, por ejemplo, una parte para el interior de un automóvil; lentamente continuará reduciéndose, obligando a la pieza a deformarse, agrietarse o fallar en su aplicación. Además, las aplicaciones de recubrimiento y pintura a menudo requieren temperaturas de molde más altas, por lo que el revestimiento o la pintura se adhieren adecuadamente. No se adhieren de la misma forma si la superficie está altamente estresada.
- Una vez que se expulsa una parte del molde, no hay nada que restrinja la contracción no uniforme, por lo que algunas piezas se deforman o se doblan a medida que se enfrían. Por lo tanto, a algunos moldeadores les gusta fijar las piezas para mantenerlas en la posición deseada hasta que se enfríen. El problema es que desarrollan aún más estrés residual cuando se fijan. Estás realmente invitando a "Murphy" a la fiesta.
- El tiempo de empaque y sostenimiento hace que los puntos de inyección se congelen o no se congelen. Las moléculas del polímero son algo así como los humanos. Tenemos una distancia social con la que nos sentimos cómodos. Por ejemplo, al hablar con otra persona puede resultar incómodo si están demasiado cerca o demasiado lejos. Las moléculas son similares; no les gusta estar demasiado comprimidos o muy juntos, o muy separados. El área del punto de inyección de la mayoría de las piezas es a menudo un área altamente estresada debido a este empaque o desempaque causado por las fuerzas de corte de la inyección.
- Las secciones delgadas en una pieza se enfrían más rápido y se encogen de manera diferente que las secciones gruesas. Colócalas juntas en la misma pieza y obtendrás un alto estrés interno. La parte puede deformarse con el tiempo.
- La expulsión de la pieza no realizada correctamente puede causar tensión residual. La separación de la pieza del molde debe hacerse de manera uniforme en toda la pieza sin pegarse, adherirse ni deformarse.
Debido a estos y otros problemas que no se discuten aquí, es aconsejable preguntarle a la parte: “¿Puede manejar el estrés?” Esto debe hacerse antes de la producción y el muestreo inicial. ¿Cómo?
Esto es relativamente simple y debe hacerse para todos los programas de moldeo. Aprenderá mucho sobre el estrés residual si realiza un ciclo térmico de las piezas después del moldeo. Es decir, póngalas en un horno y vea qué sucede a unos 230 °F (110 °C) y luego enfríelos a -40 °F (-40 °C). Y repita. Es un poco lento, pero es mejor aprender sobre los problemas antes de la producción que después de que la pieza esté en el campo.
En pocas palabras, solo porque la parte parece estar bien cuando sale de la inyectora, puede que no funcione correctamente a largo plazo. Las piezas continúan encogiéndose y moviéndose con el tiempo. Para aquellos de ustedes que fijan piezas para forzarlas a mantener la forma deseada, tengan cuidado. Están tratando de vencer a la "Madre Naturaleza", y pocas personas ganan ese juego.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan., un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con john@scientificmolding.com; scientificmolding.com








Contenido relacionado

Moldeo por inyección de plásticos: inyectoras, materiales y tendencias
Desde los fundamentos hasta las mejores prácticas y últimas tendencias, desglosamos todo lo que debe saber sobre el moldeo por inyección para la producción de piezas plásticas.
Leer Más
Cierre del molde en inyección de plásticos: mejores prácticas
Descubra la importancia del cierre en moldeo por inyección. Desde minimizar el daño del molde hasta optimizar el ciclo para calidad óptima.
Leer Más
Optimice el proceso de moldeo por inyección con Cp y el Cpk
Aprenda a aplicar el Cp y el Cpk para mejorar el proceso de moldeo por inyección de plásticos y obtener piezas de alta calidad que cumplen con las especificaciones requeridas.
Leer Más
Claves para seleccionar el cañón correcto en inyección de plásticos
Análisis técnico sobre la elección del cañón de plastificación. Conozca las ventajas de utilizar dos cilindros y cómo maximizar la eficiencia en el moldeo.
Leer MásLea a continuación

Cierre del molde en inyección de plásticos: mejores prácticas
Descubra la importancia del cierre en moldeo por inyección. Desde minimizar el daño del molde hasta optimizar el ciclo para calidad óptima.
Leer Más
Optimice la configuración de su máquina de moldeo por inyección
Aprenda cómo utilizar gráficas de presión vs tiempo en moldeo por inyección para mejorar la calidad y eficiencia de su proceso.
Leer Más
Electricidad estática en pellets: causas y soluciones
Descubra cómo se genera la electricidad estática en pellets de plástico y cómo solucionar este problema con aditivos como el polietilenglicol 400.
Leer Más