Electricidad estática en pellets: causas y soluciones
Descubra cómo se genera la electricidad estática en pellets de plástico y cómo solucionar este problema con aditivos como el polietilenglicol 400.
.jpg;width=70;height=70;mode=crop;format=webp)



Electricidad estática en pellets de plástico
Si ha trabajado con pellets de plástico durante algún periodo de tiempo, es probable que haya tenido una experiencia física significativa con la electricidad estática.
La mayoría de nosotros hemos tenido un rudo despertar y nos ha golpeado cuando accidentalmente colocamos nuestra mano en algún lugar cerca de un alimentador, de pellets o de piezas. Si no ha tenido esta experiencia, pregunte, pero tenga cuidado, ya que alguien podría querer brindarle una experiencia de primera mano.
Generación de electricidad estática en el transporte de pellets
Transportar pellets y, a veces, piezas en secadores, máquinas, tolvas, líneas de transporte o, donde sea, genera electricidad estática. Si hace usted el enlace de conexión a tierra, recordará ese momento. La carga estática puede ser de miles de volts; lo suficiente para proporcionar una chispa, encender una explosión de polvo, derribarlo y hasta afectar el proceso, ¿cómo?
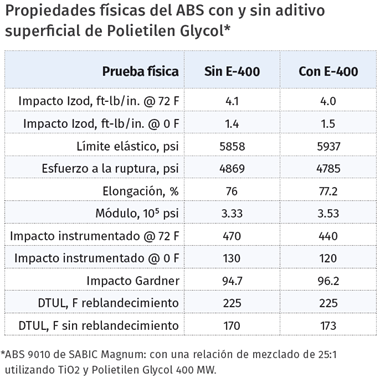
Propiedades físicas del ABS con y sin aditivo superficial de Polietilen Glycol*.
Cuando fluyen, algunas resinas pueden desarrollar una carga de electricidad estática, que naturalmente buscará una forma de disiparse o ir a tierra.
Esta carga estática puede (y lo hace) afectar los procesos al causar una alimentación irregular o la separación de las mezclas. ¿Alguna vez ha utilizado un masterbatch con pellets de resina mezclados con un pigmento sólido?
La próxima vez que esté caminando por su planta observe de cerca los pellets en varias tolvas. A menudo, el pigmento en realidad se separa de la resina natural. Los gránulos se separan debido a la diferente carga eléctrica entre los gránulos naturales y los de color. Puede ser debido a la vibración, la diferencia de tamaño de pellet o carga estática. Los gránulos pueden adherirse a los lados de la tolva, el tubo de alimentación o la varilla de descarga.
Los cables de tierra a menudo se conectan al equipo de alimentación para evitar la acumulación de estática. La diferencia de carga literalmente hace que los pellets se repelen entre sí o migren a las paredes laterales de un contenedor. La humedad baja y los gránulos secos a menudo exacerban la acumulación de estática. Con mayor humedad, el agua, que es polar, disipa la carga.
Al igual que en su casa, puede generar electricidad estática caminando sobre una alfombra cuando la humedad es baja. Los humidificadores agregan agua al aire y minimizan la acumulación de estática.
No salte a hacer conclusiones aquí; No estoy sugiriendo que agregue humedad a los gránulos. Pero, ¿no sería agradable si hubiera un revestimiento o un aditivo para la superficie que minimice o elimine esta carga estática y no influya en el procesamiento, las propiedades físicas y el desempeño de la pieza?
Efectividad y disponibilidad del Polietilenglicol 400
Como suele suceder, si existe tal producto. Se ha probado con varias resinas y se ha demostrado que elimina la estática y no influye en las propiedades físicas ni en el desempeño de las piezas. No solo funciona bien, sino que la cantidad necesaria es muy pequeña: solo 100 ppm (0.010%). Para 1000 libras de pellets, todo lo que necesita es solo 0.010 libras o 46 g. ¿Qué es este polvo mágico de hadas? Tiene el peso molecular de polietilenglicol 400. En cuanto al costo, tome asiento para esto: Amazon vende un galón por aproximadamente $ 100, y por mucho menos si lo compra a granel.
¿Demasiado bueno para ser verdad? Como defensor del Moldeo Científico, creo que si no conoce la respuesta a esa pregunta, debe desarrollar un experimento para proporcionar datos que le indiquen lo que necesita saber y no adivinarlo. Por lo tanto, consulté a Robert Pierce, un ex colega mío en el servicio técnico de Dow Plastics desde finales de los 80 hasta principios de los 90.
Bob hizo mezclas de muestra de ABS con alto brillo y ABS transparente con varios concentrados de diferentes colores. Las muestras se secaron en un secador desecante durante 3 horas a 180 F. Cada muestra luego se cargó en un circuito de aire y se transportó continuamente alrededor de un circuito cerrado. Al final del circuito, el material cayó de un cargador de vacío a través de una tolva de plástico transparente y luego en un paquete de fibra. Una sonda de alimentación en el empaque de fibra nuevamente tomaría el material y lo enviaría de vuelta a través del circuito de aire (ver diagrama).
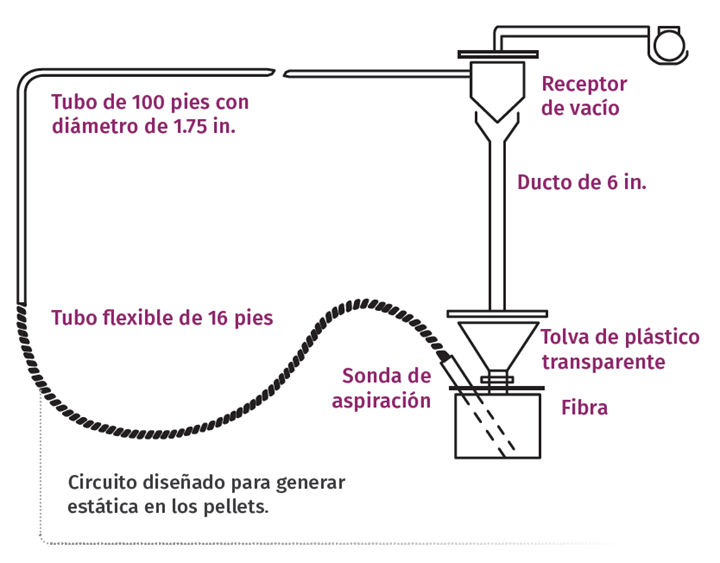
Circuito diseñado para generar estática en los pellets.
Después de unos minutos de operación, Bob notó que se desarrolló una carga estática significativa. Se acumularía una gran cantidad de color y algo de resina en la tolva de plástico transparente. En este punto, agregó lentamente una cantidad medida (100 ppm) de polietilenglicol 400 MW a la mezcla. En cada caso, hubo una eliminación inmediata de la estática y los gránulos dejaron de adherirse a la tolva de compensación. El funcionamiento continuo del equipo no mostró recurrencia de la acumulación de estática en las bolitas de resina o color.
Las muestras de la resina y el color se moldearon en muestras de prueba de ASTM y se probaron sus propiedades físicas. La tabla presenta datos compilados por Bob Pierce que fueron típicos de todas las muestras. Los datos hablan por sí mismos: no hay una diferencia significativa entre el ABS con o sin este aditivo para la superficie.
Conclusión: el polietilenglicol 400 (no use un peso molecular más bajo) elimina la estática en los gránulos de plástico sin disminuir las propiedades físicas o el desempeño de la pieza. El costo es mínimo; Es altamente efectivo y está fácilmente disponible.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan., un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con john@scientificmolding.com; scientificmolding.com








Contenido relacionado

Tendencias en el procesamiento y reciclaje de PET
El procesamiento y reciclaje de PET avanzan al mismo ritmo que demanda la sociedad para garantizar la sustentabilidad del material. Descubra nuevas aplicaciones y métodos de reciclaje.
Leer Más
Cierre del molde en inyección de plásticos: mejores prácticas
Descubra la importancia del cierre en moldeo por inyección. Desde minimizar el daño del molde hasta optimizar el ciclo para calidad óptima.
Leer Más
Procesamiento de PET: inyección soplado, extrusión de película y fibra
Descubra los factores clave en el procesamiento del PET y cómo abordar los problemas típicos en la producción de envases, películas y fibras de PET.
Leer Más
Moldeo por inyección de plásticos: inyectoras, materiales y tendencias
Desde los fundamentos hasta las mejores prácticas y últimas tendencias, desglosamos todo lo que debe saber sobre el moldeo por inyección para la producción de piezas plásticas.
Leer MásLea a continuación

Procedimiento Delta P para el tiempo de llenado en moldeo por inyección
Aprenda cómo implementar el procedimiento Delta P en el moldeo por inyección para mantener un tiempo de llenado constante y optimizar su proceso de producción
Leer Más
Control de tiempo de llenado en moldeo por inyección: principios
Descubra la importancia del control de tiempo de llenado en moldeo por inyección para piezas consistentes y de alta calidad. Explore cómo las variaciones en la viscosidad afectan el proceso.
Leer Más
Llenado por volumen y no por peso: claves para el moldeo de plásticos
Descubra las diferencias y similitudes entre las etapas de llenado y empaque en el moldeo de plástico. Entienda cómo impactan el producto final, por qué es importante y cómo hacer una pieza desde la primera etapa.
Leer Más