Botellas de PET: optimización y desafíos en el moldeo por inyección
Conozca las ventajas y desventajas de los procesos de moldeo por inyección en una y dos etapas para la producción de botellas de PET.




La mayoría de las botellas producidas en la actualidad (más del 80%) son para bebidas y se fabrican utilizando la tecnología de dos etapas.
La producción de botellas de PET requiere el moldeo por inyección de las preformas de PET y su posterior estiramiento y soplado para fabricar botellas.
Ambas operaciones pueden combinarse en una sola máquina (proceso de etapa única) o en dos (el proceso de dos etapas). Ambos procesos tienen sus ventajas y desventajas, y los productores de botellas y los propietarios de las marcas deberían conocerlas para hacer la elección correcta para sus productos



Las ventajas del proceso en una sola etapa son:
- Botellas sin marcas;
- No se necesita anillo de transferencia;
- Control sobre la producción de la preforma;
- Buenas posibilidades de acondicionar la producción botellas alargadas a algunas máquinas
- Se puede elegir una rosca que coincida con el tamaño de la botella
- Compacta y flexible.
Desde mi punto de vista, estas ventajas hacen que este proceso sea la elección obvia para todos los envases que no sean destinados a bebidas. Sin embargo, hay que tener en cuenta algunas desventajas:
- Ciclos largos.
- Tiempos de cambio largos.
- Distribución desigual de la pared.
- Problemas de calidad con los canales caliente de apertura térmica (Están disponibles y se recomiendan el uso de salidas con válvulas).
- Necesidad de tener la máquina 24 horas en funcionamiento para evitar altos porcentajes de desechos.
- Una curva más larga de aprendizaje de los operarios, ya que se deben manejar dos procesos y el secado de PET.
- Estación de soplado ineficiente ya que la estación de inyección siempre la precede en el ciclo.
Máquinas de dos etapas integradas
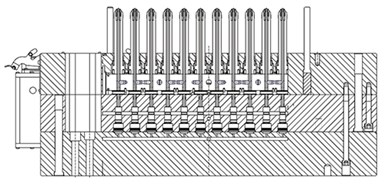
El uso de canales calientes con válvula de entrada para moldeadoras por soplado de PET de una sola etapa ayuda a evitar problemas relacionados algunas veces con los diseños de salida térmica. (Imagen: Mold-Masters)
Este último tema lleva a una subcategoría de las máquinas de una etapa que llamo máquinas de dos etapas integradas. Estas máquinas disponen de un múltiplo de dos o tres cavidades de inyección por cavidad soplado, y sus secciones de soplado hacen el ciclo dos o tres veces por cada ciclo de inyección. Esto ahorra cavidades de soplo y así reduce los costos de herramientas, una cuestión fundamental para aplicaciones de pequeño y mediano volumen.
Distribución desigual de la pared y canales calientes
La distribución desigual de la pared es el resultado de un calentamiento no homogéneo de la masa fundida cuando la masa se mueve a través de los cilindros y el canal caliente se calienta de manera desigual. Al dividirse entonces en dos flujos (izquierda y derecha, típicamente), el material más caliente fluye hacia la parte posterior del nuevo canal. Estando parado delante de la máquina es posible observar que las botellas terminadas suelen ser más delgadas en la parte posterior porque fueron sopladas con el material más caliente en la parte trasera.
Autocalibración en PET y calentamiento desigual
Mientras que el PET es muy bueno en autocalibración (el efecto de endurecimiento provoca que las áreas inicialmente más calientes se soplen después de que se han soplado las áreas más frías), este efecto no es lo suficientemente significativo como para enmascarar el calor desigual de las preformas. Durante años se han tomado diversas medidas con éxito variable.
La mayoría de los canales calientes son equilibrados también de manera no natural. El equilibrio natural significa que el flujo de la masa fundida hacia cada cavidad tenga la misma longitud y el número de vueltas. Debido a la geometría (todas las preformas están en una fila) esto a menudo no es posible, y da como resultado preformas que no llenan a la misma velocidad, agravando el problema.
Es útil un cambio de diámetros de la boquilla para permitir que la masa fundida se mueva más lentamente en aperturas grandes, pero normalmente sólo puede ser optimizado para un rango de pesos muy pequeño. Otra solución es añadir obstáculos en la trayectoria del flujo de las cavidades más rápidas.
Los canales calientes de salida térmica son inferiores a los de salida de válvula, en mi opinión, pero muchas máquinas funcionan todavía con los primeros.
Ventajas del proceso de dos etapas en la fabricación de botellas
Ahora veamos las ventajas del proceso de dos etapas.
- Escalable de 1000 a 72,000 botellas/hora.
- Ciclos rápidos.
- Cambios rápidos.
- Flexibilidad (las preformas pueden fabricarse en otra lado y almacenarse).
- Muy buena distribución para las botellas redondas.
- En promedio menos peso en gramos para las botellas redondas.
- El proceso puede detenerse en cualquier momento.
Desventajas y problemas en el proceso de dos etapas
Con dos etapas, la principal desventaja es el daño potencial de las preformas que se produce cuando caen en las cintas transportadoras y en los contenedores de almacenaje, y luego otra vez cuando son puestas en las tolvas de las máquinas de moldeo por soplado.
Muchas de las marcas y arañazos pueden desaparecer cuando se usan altos ratios de estiramiento. Pero esto no es siempre el caso, particularmente cuando una preforma es elegida por un cliente y luego la botella no sale bien después del soplado. Las etiquetas envolventes o mangas son una buena forma de ocultar estas marcas, una de las razones por la que son tan populares hoy en día.
Calentamiento desigual en máquinas de pocas cavidades
Un problema menor con las máquinas con molde de pocas cavidades es que el calor aplicado a cada preforma puede ser bastante diferente cuando se utilizan máquinas de indexado. En estas máquinas, se cargan dos, cuatro o seis preformas y se soplan juntas. Una cadena las indexa alrededor del sistema de hornos.
Las preformas son expuestas a diferentes temperaturas dentro de los hornos, debido a diferencias en intensidad de las lámparas y a la exposición al aire. Esto se traduce en temperaturas diferentes de la preforma en cada cavidad, y ajustar el proceso para que se adapte a todo esto puede ser todo un desafío. Ahora existen máquinas lineales que mueven las preformas continuamente y evitan la mayoría de estas situaciones. Las máquinas rotativas por supuesto no tienen este problema, ya que cada preforma recibe un calentamiento idéntico.
Hoy en día, más del 80% de todas las botellas producidas son para bebidas, y la gran mayoría de estos se realizan utilizando la tecnología de dos etapas. En el 15% a 20% restante el otro proceso es una opción. Muchas decisiones son realmente impulsadas por los precios de la herramienta.
Adquirir un molde de una etapa de cuatro cavidades puede ser difícil de justificar para volúmenes de menos de 2 millones/año, que son muchas de las aplicaciones personalizadas. Hay menos gasto si se compran las preformas y se realiza su proceso en una máquina de dos cavidades con unidad de recalentamiento.
El número de preformas disponibles ha aumentado sensiblemente en los últimos 10 años con proveedores de todo el mundo, porque el envío de preformas no cuesta tanto, a diferencia de las botellas.
Para hacer una elección a consciencia sobre qué proceso utilizar, necesita entender los detalles de la aplicación y tomar una decisión, ya sea con base en las características de la botella o en la economía. Si la botella no debe tener manchas, si debe tener una forma rectangular y con un tramado fijo, las máquinas de una etapa son la única posibilidad. Si no se aplica nada de lo anterior, debe analizar el aspecto económico.
Las preformas para máquinas de una sola etapa siempre se hacen por encargo para que el ajuste sea garantizado (a menos que planee hacer una variedad de formas de la misma preforma). Si no obstante compra las preformas, hay que encontrar la precisa.
No toda preforma con el acabado del cuello y el peso perfectos es adecuada para cualquier botella. Un experto debe evaluar las preformas disponibles y elegir la que mejor se ajuste a sus necesidades.
Echemos un vistazo a una aplicación hipotética que implica una botella de 1 litro redonda con un acabado del cuello de 33 mm y un peso de 42 g. El volumen anual en este escenario es de 750.000 botellas. En las máquinas de dos etapas, esto requerirá una máquina de una cavidad o dos que probablemente produzca alrededor de 600 a 800 botellas/cavidad/hora.
Aunque los constructores de maquinaria publiquen un número mucho mayor, la mayoría de aplicaciones personalizadas se producen más lentamente por muchas razones. Esto hará que la máquina de una cavidad esté trabajando 1.152 horas, y la de dos, cavidades, la mitad. El costo es bastante bajo, si sólo han de adquirir una o dos cavidades de soplado.
En una máquina de una etapa, el tiempo de ciclo será aproximadamente de 13 a 16 seg — digamos 250 ciclos/hr. Un sistema de dos cavidades haría las botellas necesarias en 1500 horas, un sistema de cuatro cavidades en 750 horas. El costo es importante para cada cavidad, y por supuesto, la mayoría de las máquinas será capaz de trabajar con cuatro o incluso seis cavidades. Aquí la decisión se basaría en el costo por pieza en las diferentes cavidades, y qué perspectivas de futuro tiene el trabajo.
Claves sobre producción de botellas PET
-
Ventajas del proceso de una etapa: botellas sin marcas, no se necesita anillo de transferencia, control sobre la producción de la preforma, buena adaptabilidad para la producción de botellas alargadas, selección de rosca compatible con el tamaño de la botella, y máquinas compactas y flexibles.
-
Desventajas del proceso de una etapa: ciclos largos, tiempos de cambio largos, distribución desigual de la pared, problemas de calidad con canales caliente de apertura térmica, necesidad de mantener la máquina en funcionamiento 24 horas para evitar desechos, y curva de aprendizaje más larga para los operarios.
-
Máquinas de dos etapas integradas: ofrecen múltiplo de dos o tres cavidades de inyección por cavidad de soplado, reduciendo los costos de herramientas y siendo útiles para aplicaciones de pequeño y mediano volumen.
-
Distribución desigual de la pared en el proceso de una etapa: resultado de un calentamiento no homogéneo de la masa fundida, lo que puede llevar a botellas con paredes de diferentes grosores.
-
Ventajas del proceso de dos etapas: escalabilidad, ciclos rápidos, cambios rápidos, flexibilidad, mejor distribución de pared para botellas redondas, menor peso promedio en gramos para botellas redondas y capacidad de detener el proceso en cualquier momento.
-
Desventaja principal del proceso de dos etapas: daño potencial a las preformas debido a la manipulación y transporte en cintas y contenedores de almacenaje.
-
Etiquetas envolventes o mangas: solución popular para ocultar marcas y arañazos en botellas producidas con el proceso de dos etapas.
-
Desafíos en el calentamiento uniforme de preformas en máquinas de pocas cavidades: uso de máquinas lineales o rotativas para evitar variaciones de temperatura en preformas.
-
La mayoría de las botellas producidas en la actualidad (más del 80%) son para bebidas y se fabrican utilizando la tecnología de dos etapas.
-
Factores para elegir entre procesos de una o dos etapas: características de la botella, economía, volumen de producción y disponibilidad de preformas personalizadas








Contenido relacionado

El reciclaje de PET en México es caso de éxito
México tiene el acopio de PET más alto de Latinoamérica y es líder mundial en reciclado botella a botella grado alimenticio. Conozca algunos de los elementos que lo han hecho posible.
Leer Más
Síntesis y polimerización del PET: métodos y factores
Explore los diferentes métodos y factores en la producción de PET, desde la síntesis del monómero hasta la policondensación en estado sólido.
Leer Más
Cinco problemas en el moldeo por soplado de botellas de plástico PET
Lea aquí una guía rápida para resolver cinco problemas recurrentes en el procesamiento de botellas de PET. Cómo lograr la mejor distribución de la pared en una botella PET y otras soluciones para obtener envases más resistentes y duraderos.
Leer Más
Tendencias en el procesamiento y reciclaje de PET
El procesamiento y reciclaje de PET avanzan al mismo ritmo que demanda la sociedad para garantizar la sustentabilidad del material. Descubra nuevas aplicaciones y métodos de reciclaje.
Leer MásLea a continuación

Botellas de plástico PET tienen menor impacto ambiental: NAPCOR
La evaluación del ciclo de vida de NAPCOR muestra que las botellas de plástico PET producen menos emisiones de gases de efecto invernadero que las botellas de vidrio o latas de aluminio.
Leer Más
Historia de los polímeros: el PET
Descubra cómo el polietileno tereftalato (PET) evolucionó de ser un material para fibras y textiles a convertirse en una fuerza en el empaque.
Leer Más
Cinco problemas en el moldeo por soplado de botellas de plástico PET
Lea aquí una guía rápida para resolver cinco problemas recurrentes en el procesamiento de botellas de PET. Cómo lograr la mejor distribución de la pared en una botella PET y otras soluciones para obtener envases más resistentes y duraderos.
Leer Más