Impacto del remolido en el moldeo: análisis y estrategias
Comprenda las complejidades del material remolido, desde su definición hasta su uso. Descubra estrategias alternativas para optimizar su aplicación.
.jpg;width=70;height=70;mode=crop;format=webp)



Las variables más importantes de moldeo son aquellas que causan tiempo de inactividad y rechazos, si no se manejan adecuadamente. La cantidad y la calidad del remolido utilizado en el proceso es una de éstas.
Obtener la máxima producción con respecto a la cantidad de resina comprada, requiere el uso y cuidado apropiado de material recuperado. Para empezar, vamos a definir "remolido" para asegurar que todos estamos en la misma página, ya que no existe una definición estándar.



El remolido es un material que se ha procesado al menos una vez antes, con la colada, scrap, etc. posteriormente molido o picado. Tenga en cuenta que incluso lo que la mayoría considera resina "virgen", puede tener uno o más procesamientos previos, ya que fue mezclado y peletizado al realizarse.
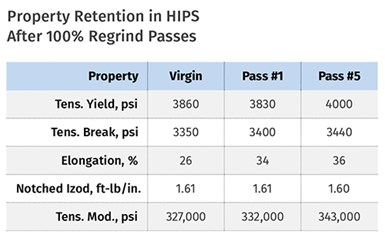
Retención de propiedades en HIPS después de que pasa el 100 % de triturado
Propiedades físicas de resinas y su afectación durante el proceso
Las resinas vírgenes pueden tener un procesamiento adicional, como aditivos tales como el color, cargas, estabilizadores, lubricantes, etc. que requerieren una segunda etapa de composición o mezclado. Este mezclado puede ser realizado por el proveedor de la resina o en una instalación de composición separada.
Como resultado de estos procesamientos previos, el polímero puede experimentar una degradación en sus propiedades físicas, químicas y de flujo.
Como afirma el columnista de Plastics Technology y experto en materiales, Mike Sepe, una de las primeras cosas a revisar, si se tiene alguna duda sobre la calidad de resina, es la longitud de la cadena polimérica o la degradación del peso molecular.
Esto se realiza mediante una prueba de índice de fluidez (MFR). Si se rompen las cadenas, el MFR se incrementará en resinas puras. Los polímeros reforzados con vidrio son un caso especial, ya que las fibras de vidrio se rompen durante el proceso y se aplican reglas especiales.
Contaminación de material remolido y sus complicaciones
La causa de la degradación del peso molecular es importante, pero no es el tema de hoy. Esta es la pregunta que requiere respuesta: ¿Es el material remolido aceptable para mezclado? Si se cortan las cadenas por ejemplo, por procesar material húmedo que usted pensaba que era seco, está en problemas (hidrólisis) y no se debe mezclar este material con material virgen.
Aunque la mayoría de los procesadores dicen que se puede decir si la resina está mojada por la aparición de fundido, por desgracia, están equivocados. El agua es consumida por la reacción de hidrólisis y algunas las partes se verán y comportarán bien a temperatura ambiente.
Mantener las cadenas poliméricas largas es sólo el comienzo. La contaminación es tal vez el mayor problema con el material remolido. Se contamina con otras resinas, color, suciedad, metal, etc.
Procesamiento de resinas con fibras de vidrio
Hay plantas que tienen enormes cantidades de material remolido, que saben está contaminado y, por tanto, inutilizable, pero se mantiene en los libros como "capaz de algo". El material remolido se mantiene allí ocupando un valioso espacio en el inventario. (Me gustaría que la gente de finanzas prestara tanta atención a este fiasco como lo hacen a los inventarios hechos a tiempo).
Otra complicación de las resinas y remolidos, puede ser la pérdida o consumo de aditivos, tales como desmoldante, antioxidantes, eliminadores de ácidos, y agentes antiestáticos durante procesos anteriores con calor; junto con la degradación del color, la reducción de longitud de la fibra, sobre secado etc.
¿Qué niveles se pueden utilizar?
Por último, pero no menos importante, se debe discutir el nivel de uso del remolido. ¿Cuánto está permitido, y cuánto es lo que realmente se está utilizando en la prensa? En aplicaciones médicas, la respuesta típica es nada. El rango de la industria es de 0 a 100%.
Además, el nivel de objetivo puede ser un número, mientras que el nivel real que se utiliza es a menudo un número muy diferente. Sólo porque se está utilizando un peso estándar para el mezclado, no garantiza que esté en el nivel previsto de remolido. ¿Cuál es su estrategia para garantizar el nivel de remolido requerido?
Para desarrollar una estrategia y optimizar el valor de remolido, es importante conocer las complicaciones involucradas. Los procedimientos apropiados de planta y la disciplina deben estar en su lugar para evitar catástrofes. La lista de complicaciones es importante y hay sutilezas dentro de cada una:
- Seguimiento y documentación del nivel real de remolido en una parte.
- Polímero degradado en el remolido.
- Amplia gama de tamaños de gránulos en el remolido. ¿Se debería volver a peletizar? Es extremadamente difícil para cualquier tornillo de moldeo por inyección fundir uniformemente una amplia gama de tamaños de partículas o formas.
- Contaminación de otros plásticos, portador de colorante, metal, madera, tierra, cartón, etc. ¿Cuánto metal ha tapado las puntas calientes? No se necesita mucho para ensuciar el sistema, y después de la mezcla en cualquier porcentaje, que nunca sale del sistema a menos que usted venda todo el material remolido que tiene.
- Finos excesivos en el remolido, éstos causan manchas negras o blancas.
- Las variaciones en el proceso debido a las cuestiones anteriores. Estas serán al azar y será difícil para el procesador acomodarlas.
Si usted está mezclando remolido con virgen debe lidiar con todos estos temas. Podría ser posible tratarlas en el papel, pero es casi imposible de controlar en la planta de producción. Por ejemplo, ¿cómo se hace una prueba para comprobar que el material remolido es bueno, no contaminado o degradado? Se puede hacer, pero todavía se necesita verla realmente implementada; y en eso está el costo.
En pocas palabras: Si el material remolido es bueno, entonces ¿por qué se mezcla? Si el remolido de resina no es bueno, ¿por qué mezclarlo? Cuando se mezcla remolido con virgen, se está abriendo la puerta a una serie de problemas: es difícil hacer un seguimiento; no hay manera de hacer frente a la contaminación; y está la cuestión de la estabilidad del proceso, mientras diversos porcentajes de remolido pasan por sus prensas.
Un enfoque alternativo
Así que, en lugar de mezclar triturado con virgen y encontrarse con todos los problemas anteriores, considere usar 100% de remolido. Guarde el material remolido hasta que se consuma toda la resina virgen. Luego alimente el remolido al 100%, después de quitar los finos. Los beneficios de este enfoque son:
- No hay ninguna duda sobre la cantidad de material remolido o si está adecuadamente mezclado.
- Si hay degradación del polímero, la máquina le dirá, le proporcionará si está utilizando el control de velocidad y si se está viendo la presión real en la transferencia. Las cadenas rotas de polímero se mostrarán como una presión más baja en la transferencia, mientras el control de velocidad mantiene el mismo tiempo de llenado.
- El rango de tamaño del gránulo todavía puede ser un problema, pero puede ser corregido con ajustes de procesamiento.
- La posibilidad de contaminación todavía existe, pero esta estrategia tiene su propia purga; la contaminación no se mezcla con el buen material. Además, ahora se pueden poner en práctica estrategias como el uso de material virgen con canales calientes para evitar el taponamiento de tuberías y el remolido se utilizaría sólo en aplicaciones de canales fríos.
- Los finos excesivos son todavía un problema potencial, pero se puede añadir un eliminador de polvo.
- El seguimiento del material remolido se vuelve sencillo. Las piezas están marcadas con el número de lote de resina y el número de pasadas del material remolido utilizado. Si las piezas hechas con material remolido son malas o están contaminadas, pueden ser fácilmente identificadas por el número de pasada, sacadas de inventario, y descartadas. Las posibilidades de contaminación de resina virgen son muy bajas.
- Es posible probar el peor de los casos. Hacer piezas de material virgen, a continuación hacer otro lote de piezas después de cinco pases de remolido. Pruebe sus propiedades y compare. Si todas las propiedades son buenas, utilice sólo un máximo de tres pases para proporcionar un margen de seguridad.
- Por ejemplo, si va a procesar un lote de 1.000 libras con un 20% de scrap, en el primer paso va a generar 200 libras de desperdicios; en el segundo paso habrán 160 libras de buenas piezas y 40 libras de desperdicios; y al tercer pase obtendrá 32 libras de partes y 8 libras de chatarra. Si se produce contaminación, será suficiente tirar el pase que está contaminado, no todo el ciclo de producción. Puede vender las últimas 8 libras de scrap.
- Los costos de capital son más bajos porque usted no necesita comprar equipo de mezcla.
- En cuanto a las propiedades físicas, un estudio realizado por Sue Janicki et al. presentado en SPE ANTEC 1992, The Material Cascade: An Alternative Form of Regrind Utilization, (el material cascada: una forma alternativa de utilizar material remolido), proporciona datos que muestran una excelente retención de las propiedades físicas después de 5 pases con 100% de remolido.
Algunos datos de propiedades de retención de ese estudio se proporcionan en la tabla y en el gráfico adjunto. El cuadro de la página. 38 muestra un mantenimiento excepcional de propiedades en HIPS después del quinto pase remolido. El gráfico muestra aparentes aumentos en el peso molecular (MW) de HIPS, PS resistente a ignición (IRP), y policarbonato (PC).
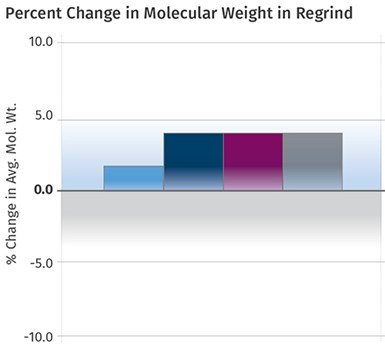
Los aparentes aumentos en el peso molecular de HIPS, PS resistente a ignición (IRP) y de policarbonato no son reales, ya que los datos son para el peso molecular medio. Durante el proceso, las fracciones de bajo MW se volatilizan y se eliminan, por lo tanto, el promedio de los aumentos MW.
Crédito: Janicki et. al., SPE Antec 1,992.
Los aumentos en el peso molecular (MW) no son reales, sin embargo, pues los datos son sólo para peso molecular promedio. Lo que los datos muestran es que con el procesamiento, las fracciones de bajo MW se volatilizan y se eliminan, por lo tanto, el MW promedio se mueve hacia arriba. (Dato interesante: La eliminación de estas fracciones de bajo MW en realidad mejoró la resistencia a ignición del PC.)
Por supuesto, hay problemas con el uso del 100% de remolido. Ciertas resinas o colores pueden tener problemas de procesamiento, en particular las resinas con fibras de vidrio. El procesamiento de resinas de fibra de vidrio reduce la longitud de fibra y esto reducirá los exámenes físicos.
Usted puede tener que conseguir pruebas UL hechas en piezas de 100% de remolido. Eso es costoso, sí, pero mi apuesta es que ya tiene ese dinero atado de todos modos en el inventario de remolido que no puede utilizar.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan, un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con el autor en john@scientificmolding.com o scientificmolding.com








Contenido relacionado

Certificación de plástico reciclado: ruta hacia una producción responsable
Esta es una guía completa sobre el proceso de certificación de plástico reciclado. Conozca los diferentes tipos de certificaciones, sus beneficios y cómo obtenerlas.
Leer Más
Precios de materiales plásticos reciclados muestran estabilidad para 2023
Después de la caída del verano, la mayoría de los precios se estabilizaron en la segunda mitad de 2022, y se proyecta la misma tendencia hacia 2023 en Estados Unidos.
Leer Más
¿Por qué y cuándo debe recristalizar su scrap de PET?
Ya sea que usted fabrique botellas de PET mediante moldeo por soplado o extruya lámina APET, producirá desechos amorfos en el proceso. El manejo que usted le dé a este material afectará sus costos de producción. La re-cristalización puede ayudarle.
Leer Más
Perspectiva del reciclaje en México y Latinoamérica en PRLATAM
Desafíos, casos de éxito y una reflexión sobre el papel del reciclaje en la economía circular fueron algunos de los temas abordados en Plastics Recycling LATAM.
Leer MásLea a continuación

Obstáculos en el reciclaje de plásticos: legalidad y mercado
¿Está enterado de qué ordenamientos regulatorios hay en el entorno del reciclaje de plásticos? ¿Cuáles son las perspectivas de mercado para su material reciclado?
Leer Más
Repensar la inyección de materiales plásticos reciclados
El remolido y el material reciclado son, a menudo, un requisito en los proyectos de hoy en día, pero para muchos moldeadores esta palabra desencadena recuerdos dolorosos.
Leer Más
Clasificaciones de moldes de inyección de plásticos: análisis detallado
Examine los factores que influyen en la durabilidad de los moldes de inyección. Desde la complejidad del diseño hasta la selección de materiales, aprenda cómo optimizar la vida útil de los moldes.
Leer Más