Revisión y control de la temperatura del cuerpo de la boquilla
El control de temperatura es crítico desde la garganta de alimentación hasta la punta de la boquilla. Sin embargo, a pesar de los avances en la maquinaria, esto sigue siendo un problema para los moldeadores. Esto es lo que hay que hacer al respecto.
.jpg;width=70;height=70;mode=crop;format=webp)



Las máquinas de moldeo por inyección continúan evolucionando en las categorías eléctrica, hidráulica e híbrida. Ciertamente, se han realizado mejoras reales. Las nuevas inyectoras ahorran más energía, son más rápidas y están cargadas de sofisticados controles y software. Buenas noticias sobre eficiencia y velocidad; No estoy tan seguro de que haya tan buenas noticias sobre los controles.
La mala noticia es que algunas áreas problemáticas básicas todavía parecen ignorarse, como la detección de temperatura de fusión en el material fundido en movimiento y el tema de esta columna, el control de temperatura del cuerpo de la boquilla. La medición de temperatura en el material fundido en movimiento no es una tarea fácil y todavía no tengo una respuesta, pero el control de la temperatura del cuerpo de la boquilla es otra cosa.



El control de temperatura es crítico desde la garganta de alimentación hasta la punta de la boquilla. La mayoría de las máquinas controlan bien las zonas de calefacción, pero no el cuerpo de la boquilla. Esta es una de mis principales molestias.
El cuerpo de la boquilla a menudo tiene una temperatura muy diferente a la que informa la pantalla en el control. Lo que estoy viendo últimamente para el control de temperatura en el cuerpo de la boquilla es simplemente inaceptable. Al verificar seis máquinas en los últimos dos meses, la diferencia entre el ajuste y el valor real ha sido cercana a 40 ° C (85 ° F) para todas ellas. Para empeorar las cosas, la temperatura de la pantalla concuerda con el punto de ajuste. El cuerpo de la boquilla se encuentra en cada máquina y es un elemento crítico de todas las máquinas, aunque aparentemente la industria lo descuida.
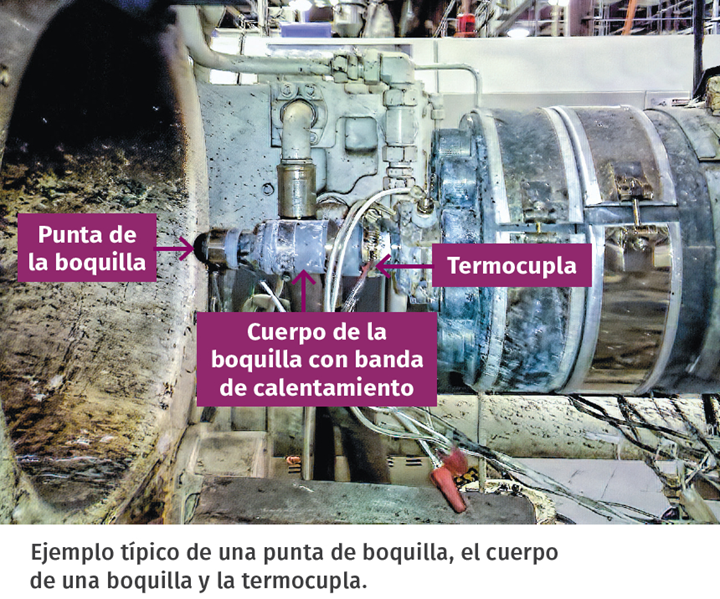
Primero, asegurémonos de que estamos en la misma página en cuanto a qué es un cuerpo de boquilla. La Figura 1 muestra un cuerpo de boquilla (con resistencia calefactora), punta de boquilla y termopar, que es común en casi todas las máquinas de inyección.
¿Por qué tomarse el tiempo para asegurarse de que el cuerpo de la boquilla está controlando la temperatura? Aquí están mis razones:
- Marcas blancas.
- Variaciones de brillo.
- Degradación.
- Halos.
- Variación de color.
- Variación de textura.
- Propiedades inconsistentes.
- Marmoleado.
- Colada fría en la punta de la boquilla.
- Material excesivo.
- Marcas de quemaduras /rayas.
- Llenado asimétrico.
- Variaciones de disparo a disparo.
- Betas.
- Burbujas.
- Ráfagas.
- Manchas negras.
En pocas palabras: este importante problema le cuesta a los moldeadores miles de dólares al mes. El ajuste del proceso no repara el equipo inadecuado o dañado. Pocos le prestan atención y es fácil de verificar o probar.
Primero, para convencerse de que puede tener un problema, camine por la planta de producción. Verifique dónde está ubicado el termopar en el cuerpo de la boquilla y / o la punta en algunas de sus máquinas. Apuesto a que notará que no hay consistencia. A veces, el termopar está en la resistencia de calefacción, otros lo tienen en la tuerca hexagonal o en un orificio perforado en la tuerca hexagonal, o en una abrazadera o la tuerca de la resistencia de calefacción. Sin consistencia en la ubicación no tiene ninguna posibilidad de proporcionar una temperatura de fusión algo precisa. El siguiente paso es obtener algunos datos. ¿Cómo se obtiene una lectura real de la temperatura de fusión en el cuerpo de la boquilla?
No es tan difícil ni tan lento. Puede que no sea divertido, pero un buen control de temperatura facilitará su vida en la planta y mejorará su margen de utilidad.
Para verificar la temperatura de fusión real en el cuerpo de la boquilla y compararla con el ajuste en el control, todo lo que necesita es un pirómetro común y un termopar apropiado. Por lo tanto, encuentre el pirómetro de confianza de su planta, encuentre un termopar de cable o sonda apropiado (preferiblemente uno que sea lo suficientemente largo como para llegar hasta el extremo), del tipo J o K.
A continuación, elija un par de máquinas y verifíquelas. Si tiene máquinas con el termopar en el exterior de la tuerca hexagonal o en la abrazadera o la resistencia calefactora, deberían ser sus primeros objetivos. Use el equipo de seguridad adecuado (guantes y lentes protectores contra el calor) y tenga una idea de las temperaturas y presiones del material plástico con los que se enfrentará. Una vez listo, empuje la sonda lentamente dentro de la punta de la boquilla a través del cuerpo de la boquilla lo más que pueda, idealmente hasta el final. Espere hasta que la temperatura en la lectura del pirómetro se estabilice (deje de subir). Tardará más de lo esperado y aprenderá por qué este tipo de sondas no proporcionan las temperaturas correctas de fusión de las purgas.
Después de que la temperatura se estabilice, extraiga la sonda 50 mm (2 pulg.) Y tome otra lectura, pero espere hasta que deje de variar. Continúe hasta que mida la temperatura de solo la punta de la boquilla. Revise sus datos y envíeme los resultados, ajuste contra las temperaturas reales. Daré seguimiento con otro artículo que resume los resultados. ¿Qué es lo siguiente?
Si la temperatura del cuerpo de la boquilla está dentro de los 10 ° C (20 ° F) del punto de ajuste, eso es aceptable. Controlar la temperatura del cuerpo de la boquilla no es fácil de hacer, así que si está dentro de este rango compense cambiando la temperatura ajustada. Si está alejado más allá del rango anterior, reemplace el termopar con un tipo de espada. La ubicación es crítica. Mida la longitud del cuerpo y la punta de la boquilla. Coloque un termopar tipo espada o sonda con un tercio de la distancia total del cuerpo y la punta de la boquilla, midiendo desde la punta de la boquilla. Use un poco de pasta térmica debajo. Sosténgalo en su lugar con una envoltura redonda completa de una cinta de vidrio de alta calidad, luego agregue tres o cuatro pedazos cortos de cinta de vidrio sobre el termopar para aislarlo. Ahora vuelva a colocar cuidadosamente la resistencia calefactora y asegúrese de que el termopar quede en el hueco de la resistencia calefactora.
Si la temperatura del cuerpo de la boquilla está dentro de los 10 ° C (20 ° F) del punto de ajuste, eso es aceptable.
Una vez que vuelva a la temperatura de fusión adecuada, verifique la temperatura real en el cuerpo de la boquilla como se mencionó anteriormente. Rara vez será exactamente como el ajuste, pero debe ser mayor o menor que el ajuste en menos de 10 ° C (20 ° F).
En resumen, no puede confiar en su máquina para el control adecuado de la temperatura del cuerpo de la boquilla. Aquí hay algunos datos de dos comprobaciones recientes del cuerpo de la boquilla que realicé:
- Máquina 1: ajuste 210 °C (410 °F); 257 °C reales (495 °F).
- Máquina 2: ajuste 304 °C (580 °F); 355 °C reales (670 °F).
No solo me creas, revisa un par de tus máquinas. Ahorre algo de tiempo y molestias reconfigurando el termopar de la boquilla. Proporcionará un mejor control y consistencia de la temperatura de fusión. Esto a su vez proporcionará a “Murphy” algo de tiempo de siesta y evitará que te visite.
Acerca del autor

John Bozzelli
Es el fundador de Injection Molding Solutions (Moldeo Científico) en Midland, Michigan., un proveedor de servicios de capacitación y consultoría para moldeadores por inyección, incluyendo LIMS, y otras especialidades. Póngase en contacto con john@scientificmolding.com; scientificmolding.com








Contenido relacionado

Cierre del molde en inyección de plásticos: mejores prácticas
Descubra la importancia del cierre en moldeo por inyección. Desde minimizar el daño del molde hasta optimizar el ciclo para calidad óptima.
Leer Más
Válvulas de no retorno en moldeo por inyección
Explore la importancia de las válvulas de no retorno en el moldeo por inyección, sus distintas versiones y los retos que presentan en la industria.
Leer Más
Claves para seleccionar el cañón correcto en inyección de plásticos
Análisis técnico sobre la elección del cañón de plastificación. Conozca las ventajas de utilizar dos cilindros y cómo maximizar la eficiencia en el moldeo.
Leer Más
Puntas de boquilla: impacto y selección en moldeo por inyección
Descubra la relevancia de las puntas de boquilla en moldeo por inyección. Aprenda sobre tipos comunes, problemas y técnicas de reemplazo.
Leer MásLea a continuación

Puntas de boquilla: impacto y selección en moldeo por inyección
Descubra la relevancia de las puntas de boquilla en moldeo por inyección. Aprenda sobre tipos comunes, problemas y técnicas de reemplazo.
Leer Más
Optimice la configuración de su máquina de moldeo por inyección
Aprenda cómo utilizar gráficas de presión vs tiempo en moldeo por inyección para mejorar la calidad y eficiencia de su proceso.
Leer Más
5 artículos sobre moldeo por inyección para consultar
De nuestra sección Saber Hacer en moldeo por inyección, escrita por John Bozzelli, seleccionamos los cinco artículos más leídos por la audiencia de Plastics Technology México en 2019.
Leer Más