
5 claves para el arranque exitoso de líneas de película cast
Aprenda a optimizar la producción desde el inicio en nuevas líneas de película cast. Este artículo le guiará a través de cada paso, desde la especificación hasta el arranque.
Compartir
Lea a continuación


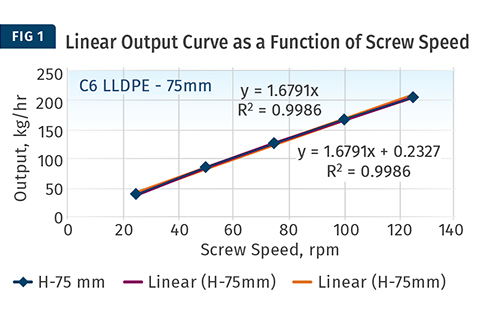
La productividad de la extrusora debe ser lineal con la velocidad del tornillo, como se muestra arriba. Aquí, H-75 se refiere a una extrusora de 75 mm, una de 11 en esta línea particular. C6 representa un copolímero de LLDPE hexeno genérico. Lineal H-75 mm representa la línea de regresión lineal de la curva de ajuste, que se utiliza para determinar la salida específica del tornillo (pendiente) del ajuste de la curva. La línea naranja representa el ajuste de la curva, donde la intersección de productividad se fuerza a cero con cero velocidad del tornillo. (Nota: las tres curvas se superponen.)
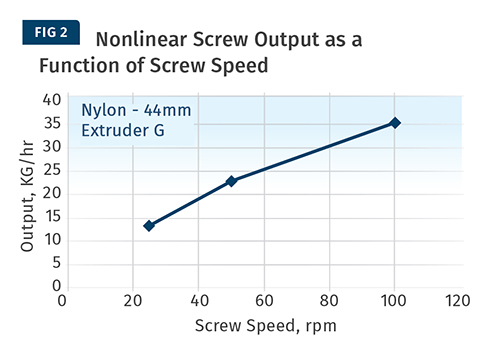
Arriba se muestran los resultados de nylon extruido en una extrusora G de 44 mm. Esta curva de productividad tiene una pendiente decreciente vs la velocidad del tornillo e indica un tornillo que está perdiendo rendimiento con velocidad y debe ser reemplazado.
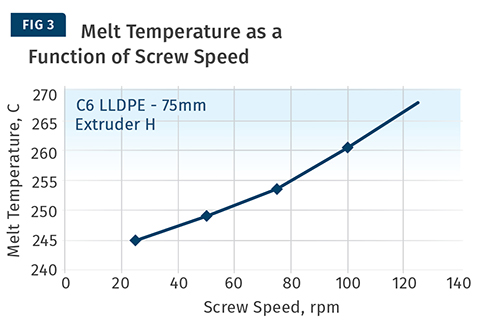
Estos son los datos de temperatura de fundido para el tornillo de la figura. 1 (extrusor H, 75-mm diam.) como una función de la velocidad del tornillo, de nuevo el procesamiento de un LLDPE hexeno genérico (C6). Este gráfico muestra la típica de pendiente creciente de la curva con la velocidad del tornillo a medida que aumenta el consumo de energía específico con las RPM.
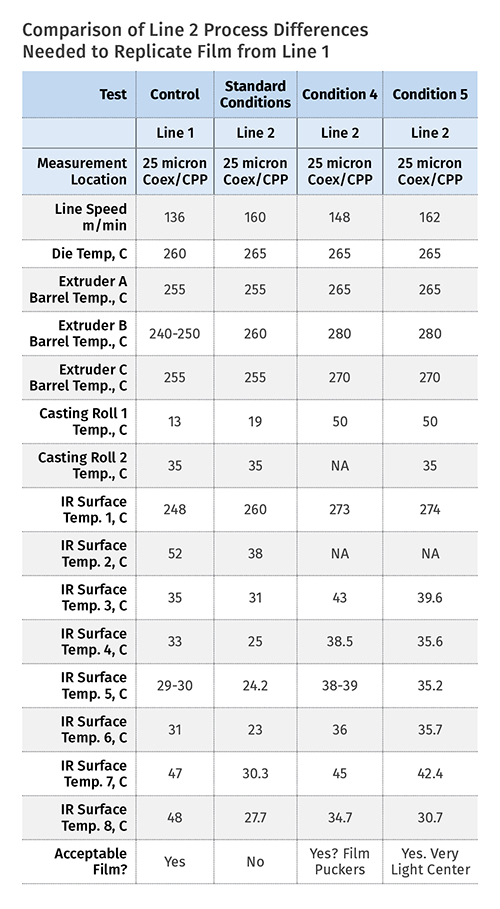
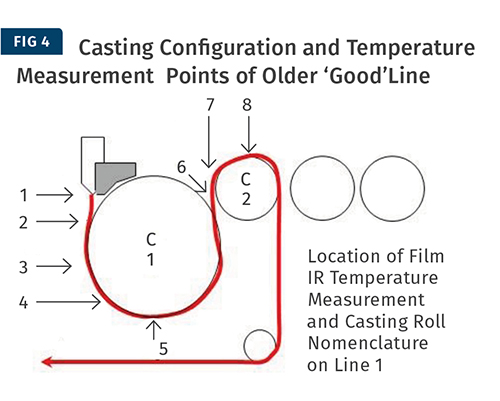
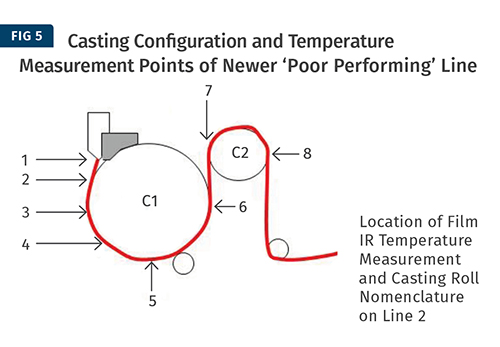
"Control" se refiere a los ajustes reales para la Línea 1, la " línea buena". Las condiciones estándar para la Línea 2 están destinadas a reflejar de cerca las condiciones de control para el dado y las extrusoras. Las condiciones 4 y 5 son los ajustes finales de proceso necesarios para lograr un rendimiento aceptable en el desempeño de la película. Tenga en cuenta que las temperaturas para las extrusoras y el rodillo cast # 1, en particular, son muy diferentes de la de control o condiciones estándar.
Configuración de enfriamiento para línea de extrusión de película cast.
Configuración de enfriamiento de línea de extrusión de película cast y sus diferencias con el paso del tiempo.
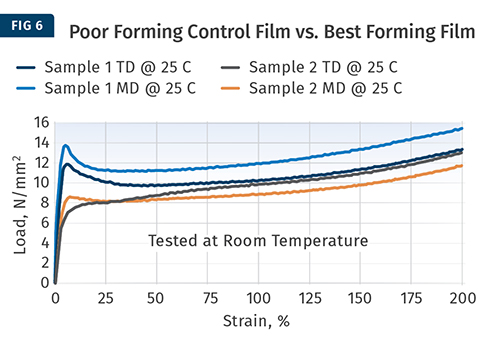
Este gráfico demuestra la marcada diferencia en las propiedades de tracción de la película a partir de las diferentes historias térmicas que se detallan en la Tabla 1.
Muchas líneas nuevas de película cast se construyen cada año, y la mayoría de ellas comienza a producir a escala comercial en el corto plazo, o casi inmediatamente.
Dicho esto, hay ocasiones durante una puesta en marcha en las que nada parece ir bien, hasta el punto de alterar el programa de producción. En ese punto, aparecen las preguntas, a veces en voz alta:



¿Por qué está pasando esto?
¿De quién es la culpa?
¿Qué hacemos para corregir el problema?
¿Quién paga por los cambios?
Como se podrá imaginar, este no es el momento más feliz para para estar involucrados en el proceso, pero con un poco más de atención, muchos problemas podrían haberse evitado desde el comienzo. El propósito de este artículo es ayudarlo a hacer precisamente eso.
¿Hay una razón principal para que algunas líneas comiencen mal? Por lo general, se relaciona con la falta de una descripción clara de lo que se supone que la línea debe hacer, o una especificación pobre. ¿Qué significa eso?
En primer lugar, por lo general, usted conseguirá lo que pide, y si pide una línea para película, obtendrá una línea para película. Pero, si lo que realmente quería, por ejemplo, era una línea para producir una coextrusión de barrera para termoformado profundo, es posible que en lugar de eso termine con una línea cast para PE o PP para bolsas de pan. Todo está en cómo usted formule sus preguntas (ver recuadro abajo).
La importancia de especificar correctamente la línea de película cast
Suponiendo que haya especificado la línea lo más exactamente posible, ¿cómo puede asegurarse de que comienza a producir bienes vendibles en el tiempo más corto posible? Hay cinco pasos para el arranque que cada propietario de negocio, gerente de planta, director del proyecto, y el ingeniero de proceso deben saber la hora de instalar y comenzar una nueva línea. Realice estos cinco pasos en secuencia durante el proceso de puesta en marcha:
- Realice la "prueba de fuego". Es decir, prenda la extrusora y asegúrese de que permanece encendida.
- Asegúrese de que todos los interruptores de proceso críticos y los indicadores de seguridad o de apagado están en funcionamiento. Cualquier elemento que pueda causar una parada debe ser comprobado cuidadosamente.
- Compruebe todas las partes móviles de la línea para asegurarse de que se mueven en la dirección correcta y no se sacuden en pedazos o experimentan excesivo desgaste en el arranque.
- Confirme los cálculos de diseño de cada componente crítico de proceso midiendo el desempeño real con los materiales que va a utilizar.
- Arranque la línea y comience el proceso de fabricación del producto según las especificaciones. Una vez más, medir el desempeño contra objetivos.
Estos cinco pasos pueden realizarse en secuencia a medida que se instala cada componente, antes de enviar a su ubicación, y en combinación con otros componentes instalados. El paso 4 es tal vez el más importante, ya que determina si la línea será capaz de producir el producto a la velocidad y calidad que necesita para obtener la máxima productividad y beneficio.
Cinco pasos. Casi suena demasiado simple, pero la realización de estos es necesaria para asegurarse de que todo estará bien cuando la producción está programada y se necesite nueva capacidad. Una puesta en marcha pobre de la línea no beneficia a nadie, excepto quizás a sus competidores.
¿Quién es responsable de todos estos controles? En última instancia es usted, como el procesador y el comprador; pero quien en realidad los realiza, paga por las modificaciones necesarias, etc., es generalmente una combinación de procesador y proveedores.
A veces puede haber numerosos proveedores responsables por el resultado final, por ejemplo si adquirió equipos auxiliares aguas arriba de un fabricante de máquina, la máquina de extrusión de un segundo, el dado de una tercera empresa, y los sistemas de aguas debajo de un cuarto fabricante.
En este caso, el contrato tiene que ser claro en detallar cuál empresa es responsable de qué. Si en el contrato no está claro quién es el responsable de un arranque pobre, entonces sólo puede esperar que proveedores honestos que estén detrás de sus equipos, o ir a los tribunales como último recurso.
Asignación de responsabilidades en la puesta en marcha de líneas de película cast
Así que echemos un vistazo a la finalidad de cada uno de los cinco pasos y cómo deben ser ejecutados. El propósito de la “prueba de fuego” es encontrar los errores de cableado o instalación para identificar los componentes que son "débiles", de mala calidad, rotos, o aparentemente destinados una falla temprana. Esto es particularmente importante para los sistemas electrónicos, donde los componentes o bien fallan temprano o después de un período muy largo.
Nada es más frustrante o costoso que esperar dos semanas por una placa de repuesto que tenía una resistencia quemada mientras que el personal de producción completo está en su lugar y listo.
A continuación, después de que todo está montado, compruebe todos los sistemas y circuitos de parada de emergencia antes de poner la línea en funcionamiento. Esto significa todos ellos, y que requiere un enfoque disciplinado y deliberado. Estos sistemas están ahí para proteger a los operadores y el equipo de daños, por lo que este paso debe ser realizado a fondo.
Trate de comenzar la línea con cada circuito de seguridad activado (no debe arrancar), y apague la línea mediante la activación de cada uno de ellos. Nada es más aterrador que oprimir una parada de emergencia y que nada suceda, o más frustrante que tener una activada cuando no quiere.
Ahora ya está listo para “arrancar los motores”. Lubrique todo y compruebe los niveles de aceite, etc. Compruebe que todo lo que se debe mover lo hace en la dirección correcta (y que no se encienda si no debería), que la lubricación está trabajando, que el equipo no hace ruidos, no se sacude, o corre a alta potencia.
Tome mediciones iniciales de vibración si va a monitorear vibración y / o lecturas iniciales de torque y potencia sin carga. Este es también un buen momento para comprobar la alineación del rodillo, rodamientos, ejes (busque dobleces), etc.
Para ejecutar una extrusora con el tornillo instalado, desacoplar la unidad, o mejor aún, no instale el tornillo, para que pueda comprobar la bomba de engranajes. Revise todas las velocidades del motor y exactitud de lecturas y calibre todos los sistemas de medición de tensión.
Ahora comience a monitorear el desempeño de las piezas y sistemas, comprobando el diseño de los componentes de la línea para determinar si la productividad se adapta a sus expectativas.
Determine lo que necesita ser reemplazado o rediseñado, o si todas las partes se diseñaron adecuadamente. Una vez más, este es el paso más importante: Los pasos anteriores hacen posible este paso y el siguiente paso depende de la finalización con éxito de este paso.
En las líneas de procesamiento de película, las funciones clave a comprobar son el sistema de extrusión, sistemas de enfriamiento, transporte, y embobinado. Hay otros sistemas para comprobar, como los de corte y eliminación de los bordes, pero por lo general se complementan y no limitan el rendimiento. Deben ser revisados contra las expectativas de desempeño.
Entonces, ¿cómo comprobar un sistema de extrusión para el cumplimiento de la productividad de diseño? Primero inspeccione y mida el perfil del tornillo, compárelo con el diseño de tornillo para asegurarse de que se ha fabricado correctamente. Es su tornillo; usted puede y debe tener un dibujo de el por parte del proveedor.
Mida la productividad (figuras 1 y 2), temperatura de fundido (Fig. 3), y la estabilidad de la temperatura de fundido, la potencia del motor, y la estabilidad de la presión en función de la velocidad del tornillo, por lo menos para un conjunto de temperaturas del barril. La salida debe ser lineal con la velocidad del tornillo (Figura 1). Una curva de salida con una pendiente decreciente vs la velocidad del tornillo (como en la Figura 2) indica un tornillo que está perdiendo rendimiento con velocidad y debe ser reemplazado.
La capacidad de enfriamiento y/o los coeficientes de transferencia de calor se pueden medir de varias maneras durante el procesamiento de la película. Los puntos de interés serán la tasa de flujo de agua, aumento de la temperatura del agua a lo largo del rodillo, y la temperatura final de la película.
Las propiedades de la película dependerán de la historia térmica del polímero, por lo que si va a agregar capacidad con la nueva línea tendrá que medir su historia térmica y compararla con la primera línea para obtener el mismo rendimiento del producto.
Por ejemplo, las figuras 4 y 5 muestran dos líneas con la "misma" configuración de enfriamiento compradas con unos pocos años de diferencia. Con los mismos puntos de ajuste, la línea original fabrica producto aceptable, pero la nueva línea, especificada para ser igual que la línea vieja, da una propiedad de tracción considerablemente diferente (Figura 6) y no funciona según el mismo diseño de película de la línea 1.
La tabla 1 detalla las temperaturas de película medidas en cada línea con una pistola de infrarrojo a la misma velocidad de línea y temperatura de los rodillos. Está claro que a pesar de que las dos líneas tienen esencialmente la misma configuración de enfriamiento, y utilizan los mismos puntos de ajuste de temperatura de rodillos, la historia térmica de cada película es completamente diferente.
Esto produce películas con diferentes propiedades de tracción, que se muestran en la figura 6, dando un desempeño diferente en la aplicación.
Con el fin de hacer la misma película a partir de la antigua y la nueva línea, se necesitan nuevos ajustes del proceso para obtener el mismo perfil de temperatura de la película, o historia térmica. Las diferencias son probablemente debido a cambios (ya sea bien o para mal) en la transferencia de calor en los rodillos nuevos frente a los antiguos.
Porque aunque los rodillos de enfriamiento son "lo mismo" en términos de dimensiones exteriores y acabado de la superficie, los caudales de agua, las dimensiones internas del canal de flujo, etc. son probablemente muy diferentes en los dos rodillos, dando lugar a historias térmicas muy diferentes para las dos películas. No es la forma de rollo y su acabado lo que controla las propiedades de la película sino la historia térmica que experimentan las capas de película de polímero.
Para hacer las dos líneas térmicamente "lo mismo", es necesario cambiar los puntos de ajuste del rodillo para que coincida con el perfil térmico en la película o hacer coincidir los coeficientes de transferencia de calor.
El manejo de la película y el desempeño en embobinado son un poco más difíciles de medir, pero el transporte de película sin arrugas y pliegues o estiramientos son elementos clave.
Para el bobinado habrá un componente de formulación de la película que no puede ser ignorado; pero en general para el bobinado, use la densidad de rollo (kg/m3). Sin embargo, la prueba real del proceso de bobinado es el rendimiento en corte.
Después de realizar todas las comprobaciones de componentes de la línea, es tiempo de iniciar la producción. Concéntrese obtener la velocidad de la línea y comience a ajustar la configuración para optimizar propiedades de la película y su calidad.
La primera etapa de la puesta en marcha será conseguir el calibre de la película plana estableciendo la separación promedio del dado y fijar el sistema de remoción de los bordes para obtener un perfil estable de borde y formación de la película, mientras que se ajusta el cabezal.
Para los sistemas de coextrusión, ajustar las temperaturas de la extrusora para controlar la viscosidad en estado fundido para eliminar cualquier perturbación en estado fundido que pueda estar presente. Conocer la temperatura de fundido como una función de la velocidad de salida será fundamental para mantener aceptable la estabilidad de la coextrusión.
Con la película en la bobinadora, el rendimiento de la línea puede ser afinado y la historia térmica y las propiedades película optimizadas. Si la película no está en la bobinadora, no es posible ajustar las propiedades de la película con el proceso.
La optimización de las propiedades de película puede requerir cambios de concentración aditivos para propiedades de la superficie o refinamiento de espesores de capa de barrera para las propiedades de barrera. Las propiedades mecánicas serán controladas principalmente por la selección de polímeros y las condiciones de extrusión y cast.
En general, si nos concentramos en los primeros cuatro pasos, el último paso debe ser fácil. El verdadero objetivo de los primeros cuatro pasos es permitir la formación habitual de la película y tenerla en la bobinadora de modo que las propiedades puedan ser refinados.
En los pocos casos en los que una puesta en marcha de una línea nueva no va bien, es generalmente el caso en que uno o más de los cuatro primeros pasos no fueron realizados o, peor aún, que no había un concepto claro de lo que la línea debía hacer y la línea no ha sido diseñada para optimizar la producción del producto deseado.
Por cierto, cuando reacondiciona una línea vieja para aumentar la productividad o para añadir capacidad, como ir de tres a siete capas, o instalar una extrusora o un sistema de enfriamiento de mayor capacidad o adicional, usted debe hacer el mismo tipo de chequeo de cinco pasos cuando estén listos para reiniciar.
Además, si usted ha comprado una línea existente y la está moviendo a una nueva ubicación, prepárese para hacer el mismo trabajo como si se tratara de una nueva línea (pero tal vez sin documentación).
Si usted ha hecho esto para ahorrar dinero, no se sorprenda al descubrir que el reacondicionamiento de equipos antiguos o integrar equipos más antiguos en una línea más reciente a veces puede costar tanto como la compra de una nueva y, si se integra mal, tal vez costará más en pérdida de productividad. Este tipo de trabajo requiere aún más la diligencia de su equipo de ingeniería, instalación y puesta en marcha.
Siempre puede conseguir lo que quiere
La mejor manera de evitar la angustia de un arranque pobre es ser lo más preciso posible; el cuidado en esta etapa va a pagar dividendos.
Comience con una conversación con los actores clave de la compañía. Simplemente decir "Quiero una línea de película produciendo buen producto a un ritmo de 4.000 libras/h" es bastante vacío en términos de estrategia de diseño del equipo. Dependiendo de con quién se hable, 4000 lb/h puede significar muchas cosas diferentes.
En su lugar, sea específico: cast de barrera o película soplada de barrera, película estirable, polipropileno orientado, o cualquier otro producto. Pregunte las dimensiones físicas qué se necesitan del producto (anchos de rollo y longitudes), y cuáles son las necesidades del mercado actual.
Para ello, debe realizar un análisis de la "aptitud para el uso". Luego haga una declaración clara de su producto principal. Por ejemplo, "Producir una película de barrera multicapa para empaque de carne, igualando o superando el desempeño de las películas de la competencia y generando una tasa de retorno de la inversión (ROI) del XX%".
Echemos un vistazo a dos escenarios:
Película A: película de barrera con dos barreras nanocapa rodeando una capa de scrap:
PE
Nanocapa estructura de barrera
Mezcla scrap / PE
Nanocapa estructura de barrera
Selle en PE
Película B: película de cinco capas con una sola capa de barrera sin scrap
PE
Adhesivo
Resina de barrera (EVOH o nylon)
Adhesivo
Selle en PE
El gráfico muestra costos de producción vs. productividad de línea para las películas A y B, mostrando el precio de venta y margen. Las ganancias de la película tienen que exceder el mínimo retorno de la inversión ROI antes de la construcción de la línea.
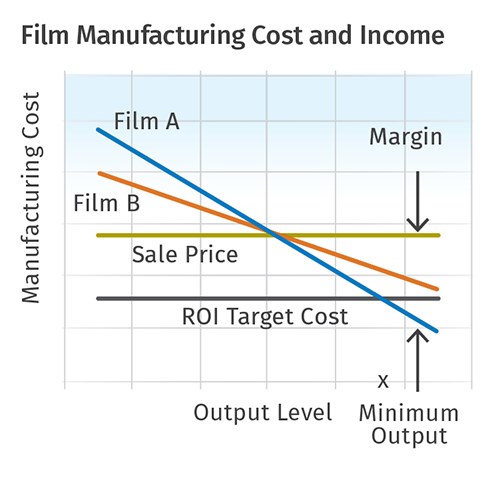
Siga esta fórmula:
Margen x Productividad = Ganancias
% ROI = Ganancia / Inversión de Capital
El resultado es:
ROIB Conclusión: Matar la película B y construir una línea para producir película A.
A continuación, haga un análisis de las propiedades de las películas comerciales o competitivas que tienen éxito en el mercado. Obtenga las hojas de propiedades del producto y también mida las propiedades físicas y térmicas clave de la película basado en la forma en que se utiliza. Para empaques de barrera, habrá un requisito de barrera definida y tal vez un requisito de termoformado o termoencogible (lo que sugiere la necesidad de orientar). Determine la composición del material y estime el costo material de la película.
Ahora desarrolle una barrera y un modelo de costo de fabricación para la conversión de los polímeros en una película con las propiedades de barrera deseadas. Esto permitirá la determinación de la viabilidad económica del proyecto o el nivel de productividad en el que se alcanza la rentabilidad deseada. Luego hable con los proveedores de equipos acerca de los requisitos de la línea en términos de tamaño de la máquina y de productividad, el número de capas y estructuras de capas necesarias para hacer una entrada creíble en el mercado.
Ahora pida una máquina capaz de producir la estructura A a una velocidad de XXX lb / h con una eficiencia de los materiales de 96% y un rendimiento de corte de 85% a 95% para rollos de ancho y longitud específica. Usted tiene un objetivo medible que define el éxito.









Contenido relacionado

¿Por qué y cuándo debe recristalizar su scrap de PET?
Ya sea que usted fabrique botellas de PET mediante moldeo por soplado o extruya lámina APET, producirá desechos amorfos en el proceso. El manejo que usted le dé a este material afectará sus costos de producción. La re-cristalización puede ayudarle.
Leer Más
Extrusión de película: claves para entender materiales y equipos usados
Explore la optimización en extrusión de películas, abarcando desde el control de calidad hasta la adaptabilidad de materiales y diseños de equipo para diversos usos.
Leer Más
Extrusión: solucione el flujo desigual o surging en husillos de dos etapas
Explore las causas de la inestabilidad en husillos de dos etapas y descubra soluciones prácticas para garantizar un funcionamiento óptimo en extrusión de plásticos.
Leer MásSoluciones para el desgaste en tornillos de extrusión
Aprenda las mejores prácticas para mejorar la calidad de la extrusión y prevenir el desgaste del tornillo.
Leer MásLea a continuación

Extrusión - Fibra ‘Melt-Blown’: lo que necesita saber para entrar en el mercado de cubrebocas
La pandemia de coronavirus ha hecho que los procesadores de extrusión tengan curiosidad por entrar en el mercado de cubrebocas o máscaras faciales. Sin embargo, la fibra melt-blown (no tejida) es muy diferente de la mayoría de los otros procesos de extrusión y requiere equipos especializados.
Leer Más
Extrusión: Alto rendimiento para extrusión de película stretch
Se dice que el nuevo control de cabezal “manos libres” de la línea de película estirable PowerCast XL, de SML, permite cambios rápidos y fáciles.
Leer MásExtrusión: la importancia de la temperatura del cilindro en la primera zona
Ajustar la configuración de temperatura de las primeras zonas del cilindro puede no producir el resultado deseado. De hecho, puede tener el efecto contrario. Este es el porqué.
Leer Más