Temperatura del molde al procesar policarbonato
No tema aumentar la temperatura del molde para mejorar la calidad de la pieza al fabricar piezas de policarbonato. Aquí contamos algunos ejemplos.
.jpg;width=70;height=70;mode=crop;format=webp)
Compartir
Lea a continuación



Nota del editor: Esta es la segunda parte de un especial con dos entregas. Puede encontrar las ligas de la serie completa a continuación:
Hace varios años, uno de mis clientes optó por moldear por inyección una placa simple de 152 x 152 mm en policarbonato. El espesor de la pared de la placa era de 12.7 mm, lo que permitió a mi cliente mecanizar una variedad de piezas pequeñas de la pieza.
Las primeras piezas producidas a partir del molde eran transparentes, ya que la principal preocupación con una pared de este espesor eran los huecos. Y aunque no los había, la pieza estaba tan llena de líneas de flujo de superficie que no se podía ver a través de ella.
Cuando visitamos al moldeador para trabajar en la mejora de la apariencia de la pieza, encontramos que la temperatura del molde establecida era de 24 C. Cuando me preguntó cómo quería abordar el problema, mi primera respuesta fue que quería aumentar la temperatura del molde.
Cuando me preguntaron qué tan alto quería ir, respondí que todavía no estaba seguro, pero que quería tener la oportunidad de llegar hasta 105 C (220 F). La respuesta que recibí fue una que escucho mucho: "El material nunca se ajustará". El gráfico adjunto muestra el módulo del PC en función de la temperatura.
Hay mucha discusión en nuestra industria sobre cómo determinar el tiempo de ciclo, pero opino fundamentalmente que tiene que ver con la rapidez con que el material que se moldea pueda lograr un módulo eyectable. Este gráfico muestra que a 105 C (220 F) el módulo de PC es sólo un 15% más bajo que a temperatura ambiente. Si se sigue la línea roja de derecha a izquierda, es bastante evidente que la mayor parte de la rigidez que el PC tendrá finalmente cuando se enfríe a temperatura ambiente se habrá desarrollado en el momento en que el material se ha enfriado a 130 C (265 F).
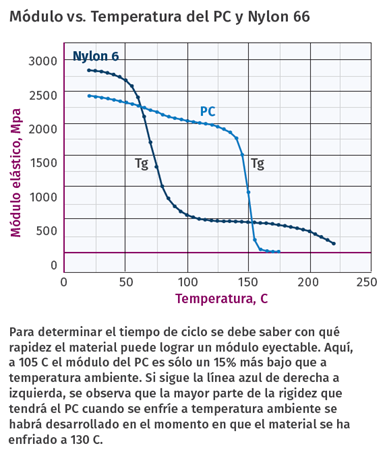
Módulo vs. Temperatura del PC y Nylon 66.
Al mismo tiempo, me di cuenta de que la temperatura de fusión era 321 C (610 F). Acordamos que reduciríamos la temperatura de fusión a 500 F (260 C) para reducir la cantidad de calor que tendríamos que eliminar de la pieza. Las piezas salieron completamente sin líneas de flujo, con la transparencia deseada y sin cambios en el tiempo de ciclo. Lo que no sabíamos ese día era que dos años más tarde las piezas que se habían ejecutado en el molde frío comenzarían a agrietarse mientras estaban almacenadas. Las grietas de un poco menos de 3.2 mm aparecieron primero en el perímetro de la pieza de ambas superficies de las piezas y aumentaban constantemente con el tiempo.
Esta profundidad dio una excelente ilustración de la transición entre el material cercano a la superficie del molde que se enfrió rápidamente y el material más alejado de la pared que se enfrió mucho más lentamente.
Fue una demostración de la manera en que los altos niveles de esfuerzo en el molde influyen en el comportamiento a largo plazo de un material. Algunas de las piezas moldeadas a la temperatura de molde más alta tienen casi ocho años ahora y aún no muestran ninguno de estos defectos.
Recientemente, otros dos clientes que enfrentaron el rendimiento quebradizo periódico de las piezas de policarbonato resolvieron el problema con un aumento en la temperatura del molde. En un caso, el problema fue una fractura frágil en la entrada cuando la pieza fue sometida a una prueba de flexión estandarizada.
En el otro caso, el problema se manifestó como un agrietamiento por esfuerzo cuando las piezas moldeadas se expusieron a un fluido utilizado en una prueba diseñada para medir el esfuerzo interno en la pieza.
En este caso, el problema se estaba solucionando recociendo las piezas después de que se moldearon. Pero incluso con el paso de recocido, todavía había algunas consecuencias de agrietamiento por esfuerzo. En ambos casos las fallas fueron eliminadas aumentando la temperatura del molde. En el caso de las piezas que habían requerido el recocido, esta operación secundaria ya no era necesaria.
Estos dos casos tenían algo en común. Ambos procesadores ya estaban utilizando temperaturas de molde que estaban dentro del rango recomendado por el proveedor de materiales.
En el caso de la pieza que falló en flexión en la entrada, se especificó que la temperatura del molde era 77-88 C (170-190 F) y se había construido un proceso calificado alrededor de estos ajustes. Pero los cambios en la composición de un colorante que se añade al material crearon el problema de rendimiento, y un diseño de experimentos breve (DOE) mostró que el aumento de la temperatura del molde a 99-110 C (210-230 F) detuvo las fallas.
Además, el DOE demostró que un pequeño aumento de la temperatura de fusión también ayudaría con el alivio del esfuerzo; es probable que, con un aumento en la temperatura de fusión, también se produzca un aumento en la temperatura de la superficie del molde. Sin embargo, el aumento de la temperatura de fusión dio lugar a una disminución apreciable, aunque aceptable en el peso molecular promedio del polímero, mientras que el aumento de la temperatura del molde no implicaba tal efecto secundario.
En el caso de la pieza que requería recocido, la temperatura del molde inicialmente era de 71 C (160 F). Recomendé que la temperatura del molde se incrementara a 99-110 C (210-230 F). Inicialmente, había preocupación porque el espesor nominal de la pared de la pieza era de 0.200 pulgadas (5 mm). Pero las piezas eran moldeables a las temperaturas más altas del molde.
En este caso el procesador tenía la opción de cambiar el grado de material y recomendé como seguimiento que cambiaran de un PC nominal con tasa de fluidez 13 a uno con una MFR nominal de 6, ya que esto también mejora la resistencia al agrietamiento por esfuerzo y disminuye la tendencia a que las marcas de hundimiento se desarrollen en paredes gruesas.
Estos ejemplos señalan el valor de traspasar los límites cuando se utiliza la temperatura del molde para mejorar la calidad de la pieza. Es interesante que, al mirar una hoja de datos con recomendaciones sobre las temperaturas del molde para PC, puede haber diferencias para el mismo grado de material, dependiendo de dónde se publicó el documento.
El otro día encontré tres hojas de datos diferentes para el mismo grado de material. Dos de ellos, publicados para Asia y América, daban una recomendación de 70-95 C (158-203 F), mientras que la hoja de datos publicada para el mercado europeo daba un rango de 80-110 C (176-230 F). Parece que los proveedores de materiales, al menos en algunas partes del mundo, son reacios a sugerir temperaturas de molde que requieran equipos que van más allá de la unidad de calefacción de agua estándar.
Sin embargo, la experiencia ha demostrado repetidamente los beneficios de ir más allá de la práctica estándar. Muy a menudo, el tiempo de ciclo se puede mantener constante mediante la reducción de la temperatura de fusión, que comúnmente se establece más alta de lo que debe ser.
Con frecuencia, la temperatura de fusión es elevada porque la temperatura del molde es demasiado baja. La mejor manera de evitar pasar más tiempo eliminando energía térmica de un material es no poner esta energía en el material en primer lugar.
Este mismo principio funciona bien para una amplia variedad de polímeros amorfos, incluyendo acrílico, ABS y la familia polisulfona. Como muestra el gráfico aquí, los materiales amorfos se ajustan mucho más rápido de lo que piensa la mayoría de la gente.
Acerca del autor

Michael Sepe.
Michael Sepe
Consultor independiente sobre materiales y procesamiento, a nivel global, cuya compañía, Michael P. Sepe, LLC, tiene su sede en Sedona, Arizona. Tiene más de 40 años de experiencia en la industria del plástico y asesora sus clientes en selección de materiales, diseño para manufactura, optimización de procesos, solución de problemas y análisis de fallos. Contacto: (928) 203-0408 • mike@thematerialanalyst.com








Contenido relacionado

¿Por qué pierden gas las bebidas envasadas en PET?: soluciones
Descubra las causas de la pérdida de gas en bebidas carbonatadas envasadas en PET y cómo la cristalinidad y orientación influyen en la permeabilidad.
Leer Más
¿Qué es el poliestireno (PS)? tipos y aplicaciones desglosadas
Conozca los diferentes tipos de poliestireno (GPPS, HIPS, EPS) y sus variadas aplicaciones en sectores como la salud, construcción y electrónica.
Leer Más
El reciclaje de PET en México es caso de éxito
México tiene el acopio de PET más alto de Latinoamérica y es líder mundial en reciclado botella a botella grado alimenticio. Conozca algunos de los elementos que lo han hecho posible.
Leer Más
Síntesis y polimerización del PET: métodos y factores
Explore los diferentes métodos y factores en la producción de PET, desde la síntesis del monómero hasta la policondensación en estado sólido.
Leer MásLea a continuación

Temperatura del molde al procesar policarbonato: velocidad de enfriamiento
Un factor que a menudo se pasa por alto en la optimización de la ductilidad del policarbonato es la velocidad a la que el polímero se enfría en el molde.
Leer Más
Temperatura de deflexión por calor vs. análisis mecánico dinámico
En la entrega final de esta serie, llevamos el DMA a un nivel práctico utilizando los resultados del nylon con relleno de vidrio.
Leer Más
Temperatura de flexión por calor: retos del análisis mecánico dinámico
La presentación de los datos del DMA a veces puede frustrar a los usuarios y desalentar su adopción. Aquellos que no estén familiarizados con el DMA deben insistir en recibir datos relevantes a la forma en que se utilizará la pieza que están desarrollando.
Leer Más