Tornillos guía: por qué son importantes: diseños para ahorrar gastos
Dado que el costo por hora de una inyectora generalmente se basa en el tamaño de la máquina o el tonelaje, los diseños que ahorran espacio pueden ayudar a reducir el costo de la pieza.




Nota del editor: Esta es la segunda parte de un especial con dos entregas. Puede encontrar las ligas de la serie completa a continuación:
Comencemos aclarando dos nombres mal utilizados con frecuencia que se le han otorgado a los tornillos guía. Si la función tornillo es limitar la distancia que recorre una placa o cualquier componente del molde, se le llama tornillo limitador. Además de limitar el recorrido, los tornillos limitadores también sirven como una característica de seguridad.
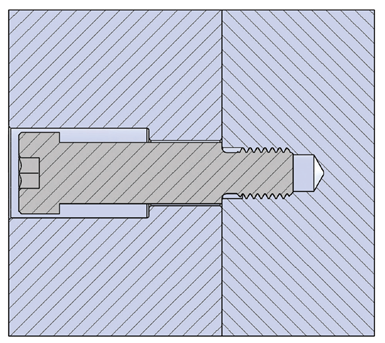
Fig.1. Tornillo limitador típico.
Aseguran que una placa flotante no se salga de sus pasadores guía durante el montaje, desmontaje o mantenimiento del molde dentro de la inyectora. Los tornillos limitadores casi siempre se usan en moldes de tres placas para controlar la distancia que recorre la placa "X" o "X-1" cuando se extrae la colada fría de los retenedores de colada o rama. También se utilizan en moldes de placa de extracción con el mismo propósito: limitar la distancia que recorre la placa de extracción al expulsar una pieza. La Figura 1 muestra una instalación típica de un tornillo limitador.



Si la función del tornillo con hombro es tirar o halar de una placa o de cualquier componente del molde, entonces se llama tornillo halador o extractor. Como hay una excepción en cada regla, a veces un tornillo con hombro tiene una doble función, donde puede ser tanto un limitador como un halador.
Un ejemplo común de esto es en moldes de tres placas, donde se encuentra un tornillo con hombro entre la placa X-1 y la placa B o placa retenedora-B. El tornillo primero limita la distancia entre estas dos placas para que haya una apertura suficiente y pueda caer libremente del molde el canal frío. A medida que el molde continúa abriéndose, el tornillo, que ahora ha "llegado a tope", tira de la placa X-1 para extraer el canal frio o rama de los retenedores de rama.
Los tornillos guía en moldes de tres placas a menudo sufren golpes en la operación. Esto se debe a un defecto de diseño inherente en las boquillas estándar. Las boquillas crean una pequeña mazarota o parte fría entre 0.390 y 0.453 pulgadas de largo. Estas pequeñas partes tienen la desagradable costumbre de quedarse colgadas en la boquilla cuando el molde se abre por completo. Por esta razón, los procesadores abren el molde de manera rápida, de modo que la placa "X1" golpea contra las cabezas de los tornillos limitadores. Cuando la placa "X1" se detiene repentinamente, la rama o colada saldrá disparada por su propia inercia y podrá caer del molde.
Ocasionalmente, esta misma técnica de “golpeteo de placas” se usa con las placas de expulsión, generalmente con máquinas expulsión hidráulica. Para evitar la falla prematura de los tornillos limitadores, agregue arandelas termoplásticas debajo de sus cabezas. La arandela absorberá parte del impacto y que la rápida apertura del molde o la expulsión de la placa separadora sean efectivas para extraer la pieza o la rama. Estas arandelas de plástico, o “parachoques”, como me gusta llamarlas, también son excelentes para reducir el sonido ensordecedor del golpe metal-metal, así como para evitar que una placa se hunda por las cabezas de los tornillos.
He visto algunos moldes donde se usaron resortes en lugar de parachoques termoplásticos. Eso generalmente no es una buena idea. Los resortes se rompen cuando están demasiado comprimidos. Sin embargo, en algunas situaciones es útil el uso de resortes como moldes o componentes que requieren retracción antes del cierre o para permitir múltiples golpes de expulsión.
Las arandelas termoplásticas pueden estar hechas de diferentes tipos de material. El uretano parece ser el estándar de la industria. Está disponible en varias durezas, desde 40 hasta 95 Shore A. Cuanto mayor sea el número, más duro será el material. Una dureza Shore de 90 se usa comúnmente para tornillos limitadores, así como para resortes elastoméricos. El uretano está clasificado para usos desde 150 hasta 200 °F, lo cual está bien en la mayoría de los casos. Si está pasando aceite caliente a través de un molde, puede considerar usar un material diferente, como PC o nylon. Tenga en cuenta que cuanto más duro sea el material, menor será la absorción del impacto. No existen reglas estrictas sobre el grosor de los parachoques. Realmente se reduce a la dureza del material y la cantidad de fuerza a la que esperas que estén sujetos. Para materiales duros, como PC o nylon, 0.2 pulgadas son más que suficientes, mientras que los uretanos más blandos deben tener al menos 0,30 pulgadas de espesor. Me gusta usar parachoques más delgados, pero apilar dos o tres de ellos. De esa manera, si uno falla, los tornillos todavía están algo protegidos.
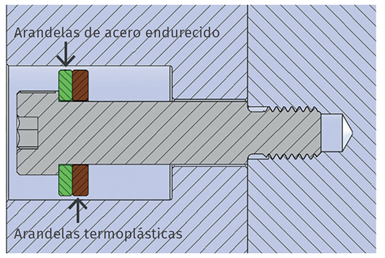
Fig. 2. Tornillo con hombro con conjunto de arandela de impacto.
Para ser efectivas, las arandelas termoplásticas deben estar apoyadas, generalmente por una arandela plana de acero, como se muestra en la Fig. 2. Hablemos de las arandelas por un minuto, para que sepa qué tipo es mejor para esta aplicación. Los tipos más comunes de arandelas planas disponibles en el mercado hoy en día son USS (estándar de los Estados Unidos), SAE (Sociedad de Ingenieros Automotrices) Tipo A en espesores de N para estrecho y W para ancho, ASME (Sociedad Americana de Ingenieros Mecánicos) Tipo B en espesores de N para Estrecho, W para ancho y R para regular, Mill-Spec (especificación militar) y Propósito general.
A pesar de esta amplia selección, ninguno de ellos está disponible en tamaños ideales para esta aplicación. Pero no hay porqué desesperarse, no hay necesidad de fabricar una arandela personalizada. Algunos proveedores industriales ofrecen exactamente lo que se necesita: arandelas planas de acero con recubrimiento de óxido negro, endurecidas, con un diámetro interno ajustado, un diámetro exterior amplio y un espesor generoso. Por supuesto, estas arandelas le costarán de $ 1 a $ 2 cada una, pero este no es el lugar donde se debe ahorrar.
Aunque los tornillos limitadores son fáciles de quitar en banco, hay ocasiones en las que desea quitarlos en la máquina para obtener acceso a algo dentro del molde, o simplemente para quitar solo la placa flotante. Desafortunadamente, a menudo no hay suficiente espacio para usar una llave Allen. Agregar partes planas o agujeros para llave inglesa al hombro o la cabeza del perno, resolverá este problema.
Los tornillos limitadores no están diseñados para soportar cagas laterales ... pero a menudo lo hacen. Dado que el cuello del hilo debajo del hombro es mucho más pequeño en diámetro que el resto del tornillo, al aplicar una carga lateral se podrá presentar muy fácil una falla en esta zona. La carga lateral más común ocurre cuando los bujes o pines guía que soportan la placa flotante comienzan a desgastarse.
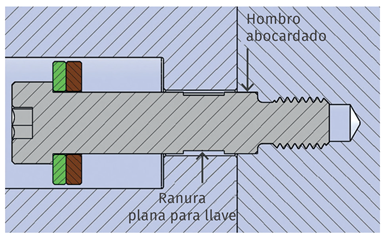
Figura 3. Tornillo con hombro abocardado.
Ese desgaste, junto con las tolerancias de fábrica o iniciales, permite que la placa se “cuelgue” o incline. Si no hay suficiente tolerancia en el orificio pasante y los tornillos limitadores son bastante largos, todo el peso de la placa flotante puede descansar sobre los tornillos limitadores cuando el molde está abierto. Hay un método simple para minimizar un problema de carga lateral: abocarde el hombro en la placa de montaje a una profundidad de un cuarto a un tercio del diámetro del hombro, como se muestra en la figura 3.
Hay otra causa para las cargas laterales en los tornillos con hombro: la expansión térmica. Idealmente, todas las placas del molde deben estar a la misma temperatura, pero a menudo surgen problemas de procesamiento y la temperatura de algunas de las placas se cambia intencionalmente para resolverlas. Esto no es un problema en los moldes pequeños, pero si uno grande con moldes grandes. En los moldes grandes, las mejores opciones son abocardar el hombro y aumentar el espacio libre o tolerancias de los orificios.
¿Cuánta tolerancia o espacio debe haber alrededor del hombro? Idealmente, desea que el orificio pasante sea lo más pequeño posible para proporcionar la máxima cantidad de superficie de apoyo. Dado que la concentricidad y el paralelismo entre el hombro y la rosca de un tornillo con hombro estándar pueden ser de 0.005 pulgadas/pulgadas, la cantidad de espacio libre o tolerancia debe basarse en la longitud del perno. Debe agregarse un espacio adicional para tener en cuenta cualquier angularidad del orificio roscado: 1/32 pulgada para longitudes de hombro hasta de 4 pulgadas y 1/16 pulgada para longitudes de hombro hasta de 8 pulgadas. Estos valores son generalmente suficientes.
Los tornillos limitadores no solo deben ubicarse simétricamente alrededor de la línea central del molde, sino que deben estar cerca del componente que tira o empuja la placa flotante. Por ejemplo, si usa pines de retroceso de placa expulsora para avanzar y retraer una placa de extracción, ubique los tornillos limitadores junto a ellos. Si los tornillos limitadores están demasiado lejos, la placa flotante podría deformarse permanentemente. No podemos olvidar que la ubicación de los tornillos limitadores también debe tener en cuenta la necesidad de la extracción manual, automática o robótica de las piezas, así como la accesibilidad a la línea de separación durante el arranque.
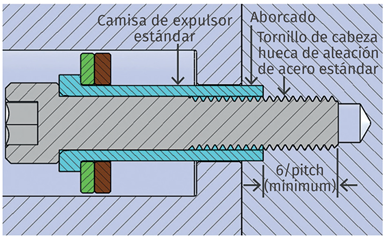
Figura 4. Tornillo con hombro personalizado.
En el artículo del mes pasado, discutí cómo los tornillos con hombro a menudo se aflojan porque tienen una longitud efectiva muy corta: la distancia entre el último hilo y la parte inferior del hombro. La longitud efectiva controla la cantidad que se extenderá el tornillo. Un tornillo estirado está en tensión y resiste el desenroscado debido a la vibración y al impacto. Si un tornillo limitador se desenrosca durante lote de producción, se pueden producir daños graves al molde. La mejor manera de evitar que esto suceda es hacer un tornillo limitador personalizado utilizando un tornillo de cabeza hueca de aleación de acero estándar y una camisa de expulsor estándar, como se muestra en la Fig. 4. Este diseño es especialmente útil para tornillos limitadores muy largos, donde las longitudes estándar no están disponibles.
Probablemente muchos de ustedes piensen que fabricar un tornillo limitador personalizado y encamisado es un exceso y que algún compuesto para bloqueo de rosca resolverá el problema. Eso generalmente no es cierto. Hay varias razones por las que el diseño con camisa es más ventajoso. Muchos compuestos para bloqueo de roscas son bastante viscosos. La rosca Clase 3 de un tornillo con hombro casi no tiene espacio libre con el orificio roscado, por lo que no tendrá suficiente compuesto para ser efectivo. Los compuestos menos viscosos funcionan un poco mejor, pero esto implicaría que tendría que usar calor o llama para aflojar los tornillos.
Además, los tornillos con hombro estándar a menudo no vienen en la longitud exacta que desea, por lo que se ve obligado a usar unos que sean más largos de lo que necesita. Eso puede crear un problema con la distancia máxima entre placas de las inyectoras. Los tornillos con hombro estándar a menudo se rompen cuando alguien cambia la velocidad de apertura del molde o tiene un punto de ajuste de posición de apertura de molde incorrecto, especialmente en máquinas hidráulicas que no pueden detenerse de forma precisa. Un tornillo con hombro estándar no puede manejar la carga porque tiene una longitud efectiva muy pequeña. El diseño de tornillo con camisa es mucho más indulgente en estas situaciones.
Lo último que quiero mencionar es que, si el tornillo con hombro o la camisa de expulsión son lo suficientemente grandes y el agujero es lo suficientemente profundo, puede instalar un casquillo en el hombro para sostener la placa flotante. Esto elimina la necesidad de pines guía y bujes adicionales. Puede permitir que la base del molde sea más pequeña o simplemente liberar espacio para otros componentes. Si bien no recomiendo este tipo de diseño, hay momentos en que un molde debe caber en la máquina más pequeña posible o en la máquina más pequeña disponible. Dado que el costo por hora de una inyectora generalmente se basa en el tamaño de la máquina o el tonelaje, los diseños que ahorran espacio pueden ayudar a reducir el costo de la pieza.
Acerca del autor

Jim Fattori
Jim Fattori es un moldeador de inyección de tercera generación con más de 40 años de experiencia en moldeo. Es el fundador de Injection Mold Consulting LLC, y también es ingeniero de proyectos para una gran moldeadora de múltiples plantas en Nueva Jersey. Contacto: jim@injectionmoldconsulting.com; injectionmoldconsulting.com.








Contenido relacionado

Hasco celebra apertura de oficina en Colombia
Hasco inauguró su oficina en Bogotá, Colombia, con el objetivo de brindar soporte comercial y técnico a sus clientes de la región Andina y Centroamérica.
Leer Más
Vamos a reconectar con innovación y tecnología en Meximold 2023
En un mundo que ha experimentado transformaciones inimaginables, en el que la virtualidad y la digitalización han sido protagonistas indiscutibles, nos entusiasma saber que los eventos presenciales son más necesarios que nunca, y qué mejor manera de reconectar que a través de un encuentro de vital importancia para la industria manufacturera: Meximold.
Leer Más
Checklist para la fabricación exitosa de moldes inyección de plástico
Una guía integral sobre cómo optimizar el proceso de diseño y construcción de moldes de inyección de plástico, centrada en la prevención de problemas y la mejora continua.
Leer Más
Gerhard Czech: visionario de la industria de plásticos en México
Entre la comunidad de la industria de plástico, Gerhard Czech es una figura de gran reconocimiento por su experiencia y trayectoria. Inició su periplo en nuestro país hace más de 36 años, durante los cuales ha sido testigo y protagonista del crecimiento del sector. Nos habló de su visión de la coyuntura actual y de los nuevos retos que emprenderá antes de su retiro.
Leer MásLea a continuación

Tornillos guía en moldes de inyección: funciones y aplicaciones
Descubra las funciones clave de los tornillos guía en moldes de inyección, su impacto en el proceso y cómo elegir el tornillo adecuado para su proyecto.
Leer Más
Conceptos básicos de tornillos para moldes de inyección
¿Quiere evitar pérdidas en la producción? Aprenda todo lo que necesita saber, en términos de diseño, para elegir y utilizar los tornillos de inyección adecuados.
Leer Más
Dónde y cómo ventilar los moldes de inyección
Cuestionamiento de varias “reglas generales” sobre la ventilación o venteo de moldes de inyección.
Leer Más