Análisis termogravimétrico: clave en la evaluación de polímeros
Profundice en cómo el TGA evalúa la composición de polímeros y su relevancia en la industria.
.jpg;width=70;height=70;mode=crop;format=webp)
Compartir


Hace más de 20 años, había una publicación comercial para la industria que se llamaba Plastics Design Forum. En ocasiones la revista publicaba un especial llamado “Galería de fallas”. Era una columna que hacía una crónica de los errores cometidos en el diseño de piezas de plástico y de cómo se resolvían estos errores. Los errores son grandes maestros, y la columna transmitía la importancia de acogerse a los principios del buen diseño. No se publicaba cada mes porque era difícil encontrar colaboradores.
Los autores tenían que estar dispuestos a contar una historia que les podría dejar una imagen desfavorable. En el mundo actual, donde los departamentos legales parecen tener más por decir que el director general sobre cómo se lleva una empresa, sería imposible sostener ese esfuerzo honesto de enseñar con el ejemplo.



Otra área que podría beneficiarse de tal honestidad profesional es la del análisis de los materiales. No es un campo tan esencial para la gente de la industria como el del diseño, pero cada año se dedican diversos recursos para averiguar por qué los productos no funcionan.
En columnas anteriores hablamos sobre los impedimentos para la obtención de resultados analíticos significativos. Este es un ejemplo de uno de esos proyectos que sí produjeron un resultado válido aun cuando ninguno de los involucrados sabía que la información era incorrecta.
El proyecto consistió en la producción de piezas de un compuesto personalizado a partir de policarbonato con 30% de fibra de vidrio corta y 15% de PTFE. Algunas de las piezas exhibían las propiedades mecánicas esperadas, mientras que otras eran bastante frágiles. Cuando se produce este tipo de diferencia hay dos cosas que necesitan ser determinadas inmediatamente: la composición y el peso molecular.
Análisis de composición en polímeros
Este artículo trata sobre la investigación en composición. El laboratorio que hacía la comparación entre las partes dúctiles y frágiles eligió una sola técnica para realizar la evaluación, una prueba conocida como análisis termogravimétrico (TGA).
Este es un método que analiza la composición, observando la manera en la que un material pierde masa a medida que se calienta. Es una excelente herramienta para la solución de muchos problemas relacionados con la composición.
Entendiendo la medición de contenido con TGA
La medida más común que se hace con el TGA es la del contenido de relleno. Casi todos los rellenos son inorgánicos y por lo tanto no se descomponen incluso a muy altas temperaturas. La mayoría de polímeros, siendo orgánicos, se queman completamente si la temperatura es suficientemente alta y la prueba se realiza en el ambiente correcto.
Por lo tanto, los rellenos permanecen en la conclusión de la prueba como residuos y su masa como un porcentaje de la muestra original proporciona un excelente medio de calcular el contenido del relleno. Puesto que éste era un material con relleno de vidrio, el TGA era un método apropiado.
El TGA puede utilizarse también para medir cuantitativamente la cantidad de varios ingredientes de polímero de un compuesto, siempre y cuando la temperatura a la que se descomponen estos elementos sea lo suficientemente diferente como para proporcionar buena separación.
Un excelente ejemplo del uso de TGA para este propósito es medir la cantidad de PTFE que puede estar presente en un compuesto con base acetal (POM). El TGA funciona muy bien en este caso porque las temperaturas a las que se descomponen el POM y PTFE son muy diferentes y, por lo tanto, es posible eliminar todo el POM antes de que comience la pérdida de peso del PTFE. Y como el TGA mide la pérdida de peso, el método es cuantitativo. La figura 1 muestra un ejemplo de un resultado de la prueba TGA de un POM, modificado con PTFE.
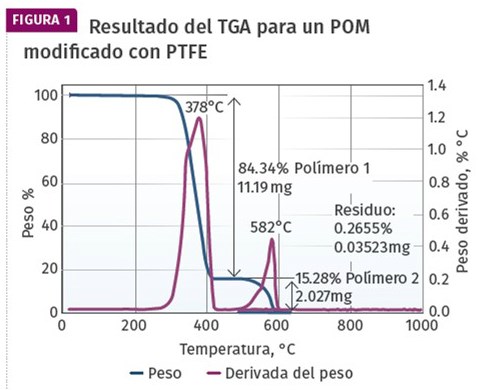
Se supone que el material analizado (acetal, POM) contiene 15% de PTFE. La línea azul muestra el peso de la muestra en función de la temperatura, mientras que la línea verde muestra la tasa a la que se está perdiendo peso a medida que aumenta de temperatura. Esta derivada es útil para destacar los cambios sutiles en la tasa de pérdida de peso que puede ser difícil de ver en la curva de pérdida de peso.
Se supone que el material analizado contiene 15% PTFE. El gráfico muestra dos curvas. La línea azul muestra el peso de la muestra en función de la temperatura, mientras que la línea verde muestra la velocidad a la que se está perdiendo peso con el aumento de temperatura. Este derivado es útil cuando se destacan los cambios sutiles en la tasa de pérdida de peso que puede ser difícil de ver en la curva de pérdida de peso, como se verá más adelante.
El resultado muestra una gran pérdida de peso —84.34% de la muestra— que se produce entre los 300°C y 425°C (572-797°F). Esta pérdida de peso se debe a la descomposición del POM y se completa antes de que comience la siguiente pérdida de peso cerca de los 500°C (932 °F). Esta segunda pérdida de peso, que concluye en los 650°C, 1202 °F, es atribuible al PTFE y corresponde al 15.28% de la muestra.
Esta parte de la prueba se realiza en nitrógeno y elimina sólo esa porción del polímero que será sometido a descomposición en un ambiente sin oxígeno, un proceso conocido como pirólisis. Una vez que se elimina todo el material posible en una atmósfera libre de oxígeno, el gas que fluye a través de la cámara de la muestra cambia al aire o el oxígeno para eliminar cualquier material adicional.
En este caso no se observa pérdida de peso adicional porque el POM y el PTFE se descomponen completamente durante la fase de pirólisis de la prueba. Todo lo que queda es una muy pequeña cantidad de ceniza, que en este caso puede atribuirse a una muy pequeña cantidad de colorante blanco añadido al compuesto.
La matemática aquí es simple. Todo el material está durante la etapa inicial de la prueba, se realiza la separación de POM y PTFE y se confirma la composición del material.
Desafíos en la interpretación de resultados TGA
Pero no todos los polímeros se descomponen completamente sin oxígeno, y el PC es uno de ellos. Cuando se calienta en una atmósfera libre de oxígeno, el PC pierde aproximadamente el 75% de su masa. El 25% restante forma a un residuo que no se quemará hasta que se introduce oxígeno.
Además, el PC es casi tan térmicamente estable como el PTFE y los rangos de temperatura en la que se descomponen los dos polímeros se superponen, haciendo imposible la separación completa. Por lo tanto, determinar por TGA el contenido de vidrio del material utilizado para hacer las piezas en cuestión es sencillo, pero medir el contenido PTFE no lo es.
La figura 2 muestra el resultado obtenido para el PC con fibra de vidrio 30% y 15% de PTFE. La prueba se realiza correctamente. Comienza en nitrógeno hasta que la temperatura alcanza los 700 °C (1292°F). Durante este paso la muestra pierde el 56.03% de su masa original. Al cambiar al aire se pierde un 14.78% de la muestra y queda una ceniza de 29.18%. Un examen visual de esta ceniza confirma que es la fibra de vidrio.
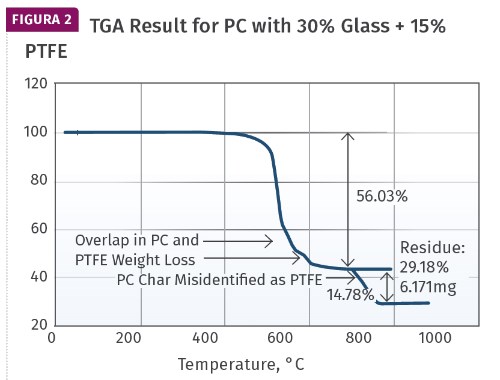
Aquí vemos el resultado obtenido para el PC con 30%fibra de vidrio y 15% PTFE. La prueba se realiza correctamente.Comienza en nitrógeno hasta que la temperatura alcanza los 700°C. Durante este paso, la muestra pierde el 56.03% de su masa original. Al cambiar al aire, se pierde un 14.78% de la muestra y queda un resto de ceniza de 29.18%. Un examen visual de esta ceniza confirma que es la fibra de vidrio. Pero la pérdida de peso de 14.78% es atribuida por el analista al PTFE y se utiliza para confirmar que el nivel es correcto. Pero en realidad la pérdida de peso en el aire que se atribuye al PTFE es el residuo que se forma cuando el PC se descompone parcialmente en nitrógeno.
Pero la pérdida de peso de 14.78% es atribuida por el analista al PTFE y se utiliza para confirmar que el nivel es correcto. Aquí es donde comienzan los problemas.
Como ya hemos visto, el PTFE se descompone en nitrógeno a 500-650°C (932-1202°F); no puede soportar temperaturas superiores a 700 °C (1292°F) en cualquier ambiente. La pérdida de peso real de PTFE se confunde con la descomposición parcial de PC. La pérdida de peso en el aire que se atribuye al PTFE es realmente el residuo que se forma cuando el PC se descompone parcialmente en nitrógeno.
Parte de la razón por la que el analista puede pasar por alto los procesos superpuestos de la pérdida de peso tiene que ver con la sutileza del cambio en la pendiente de la gráfica de pérdida de peso. Aquí es donde la curva de la derivada es tan útil. Si hubiera sido trazada, el proceso de pérdida de peso habría mostrado un hombro obvio que haría parecer que el policarbonato había perdido masa durante la pirólisis en nitrógeno en dos pasos distintos.
Errores comunes y análisis precisos
Cualquiera que esté familiarizado con los resultados TGA para un PC puro notaría que algo va mal con este resultado y podría haber revisado más detalladamente el problema. Pero sin la gráfica de la velocidad de pérdida de peso, el cambio en la pendiente de la pérdida de peso no es tan evidente y se puede pasar por alto.
La segunda pieza faltante de información que el analista requirió a fin de interpretar exactamente el resultado de la prueba es la relación entre el peso perdido durante la pirólisis y el peso perdido en el aire por el PC.
Cada polímero exhibe un comportamiento distinto en este sentido y es esencial ser consciente de este comportamiento para interpretar adecuadamente los resultados TGA.
Irónicamente, con esta información, los resultados existentes pueden usarse al menos para estimar el contenido PTFE de la muestra y el resultado difiere sólo ligeramente de la respuesta que obtuvo el analista.
En otra columna trabajaremos con el cálculo, discutiremos las implicaciones de la obtención de una respuesta aproximadamente correcta usando razonamiento defectuoso y revisaremos otras rutas posibles para obtener las respuestas necesarias.
Acerca del autor

Michael Sepe.
Michael Sepe
Consultor independiente sobre materiales y procesamiento, a nivel global, cuya compañía, Michael P. Sepe, LLC, tiene su sede en Sedona, Arizona. Tiene más de 40 años de experiencia en la industria del plástico y asesora sus clientes en selección de materiales, diseño para manufactura, optimización de procesos, solución de problemas y análisis de fallos. Contacto: (928) 203-0408 • mike@thematerialanalyst.com








Contenido relacionado

Cierre del molde en inyección de plásticos: mejores prácticas
Descubra la importancia del cierre en moldeo por inyección. Desde minimizar el daño del molde hasta optimizar el ciclo para calidad óptima.
Leer Más
Puntas de boquilla: impacto y selección en moldeo por inyección
Descubra la relevancia de las puntas de boquilla en moldeo por inyección. Aprenda sobre tipos comunes, problemas y técnicas de reemplazo.
Leer Más
Papel del tornillo en moldeo por inyección: opciones y errores comunes
Aprenda sobre las secciones de alimentación, transición y medición en el tornillo, y cómo transforman el granulado plástico en moldeo por inyección.
Leer Más
Válvulas de no retorno en moldeo por inyección
Explore la importancia de las válvulas de no retorno en el moldeo por inyección, sus distintas versiones y los retos que presentan en la industria.
Leer MásLea a continuación

Análisis de contenido de vidrio en polímeros: TGA vs prueba de ceniza
Descubra cómo medir el contenido de vidrio en polímeros con análisis termogravimétrico (TGA) y prueba de ceniza, sus ventajas y desventajas.
Leer Más
Problemas con datos a una sola temperatura: selección de propiedades
Por lo general, en una hoja de datos, las propiedades se registran con una sola temperatura como referencia. Si la temperatura cambia, ¿será que se mantienen esas propiedades? Por supuesto que no.
Leer Más
Temperatura de deflexión por calor vs. análisis mecánico dinámico
En la entrega final de esta serie, llevamos el DMA a un nivel práctico utilizando los resultados del nylon con relleno de vidrio.
Leer Más